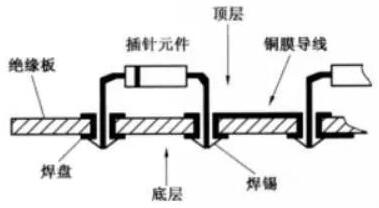
Platinen Sockel Lötpaste Reflow
Im Allgemeinen führen Leiterplattenhersteller gemischte (Löt-) Technologie (Mixed Technology) Montage auf der Leiterplatte durch; Das heißt, das sogenannte SMT-Lötpastenreflow, plus Durchgangswellenlöten und weitere zwei Prozesse vor und nach der Teilnahme. Diese Praktiken werden seit vielen Jahren praktiziert, auch wenn sie in das Zeitalter des bleifreien Lötens eintreten, können sie nach wie vor gesetzeskonform hergestellt werden. Das Problem ist, dass die Hitze des bleifreien Lötens stark zugenommen hat. Auch wenn Vorder- und Rückseite zweimal umgeflogen werden, sind die Platten und Bauteile bereits in Gefahr. Wenn noch eine Welle Wellenlöten hinzugefügt wird, ist die Situation natürlich noch schlimmer. Außerdem gibt es neben großen und Low-End-Produkten immer weniger Ersatzteile, so dass der Überlebenswert des Wellenlötens Raum für Überprüfung hat.
Derzeit sind die Teile, die noch zum Wellenlöten verwendet werden müssen, hauptsächlich Steckverbinder oder größere Leistungs- oder steckbare Komponenten, aber die Anzahl nimmt ab. Diese strukturellen Festigkeits-Lötstellen werden nach wie vor vom Muffenlöten dominiert, da ihre Zugfestigkeit im Durchschnitt zehnmal so hoch ist wie SMT. Bereits vor vielen Jahren versuchten einige Hersteller, um die Last von Wellenlötausrüstungen und -management zu sparen, eine "Lötpastenloch"-Methode, indem sie Heißluftreflow anstelle von Wellenlöten verwendeten, um das Löten von Stiftsockeln und Zinnfüllung abzuschließen. Diese Methode wird Pin in Hole (PIH) oder Pin in Paste (PIP) genannt. Es wird jetzt in der Montage von Mobiltelefonplatinen populär. Für diejenigen, die keine Wellenlötmaschinen installiert haben, scheinen die Kosten angemessen.

1.Vorbereiten im Voraus(1) Unterschied im WärmewiderstandBeim Ändern des ursprünglichen Stiftwellenlötens zum Lötpasten-In-Loch Reflow ist die wichtigste Sorge, ob der Teilekörper dem starken Wärmetest des bleifreien Reflow standhalten kann, ohne verletzt zu werden. Es sollte beachtet werden, dass während des Wellenlötens, obwohl der Fuß des unteren Teils für etwa vier Sekunden intensiver Hitze bei 270°C ausgesetzt ist, der Körper des Teils, der weit von der Zinnwelle durch die Leiterplatte entfernt ist, 160°C nicht überschreitet, auch nach Durchgang durch die beiden Zinnwellen. Die obere Oberfläche in der Mitte beträgt nur 120°C. Die Methode des Reflow ist jedoch ganz anders. Nicht nur muss der Körper des Teils direkt dem Schmelzpunkt von 220°C oder höher ausgesetzt sein und unter der Folter von Heißluftströmen leiden, sondern die TAL (Schmelzzinndauer) ist länger als 60 Sekunden. Daher ist bekannt, dass sich die Hitzebeständigkeit von PIH-Komponenten völlig von der von Wellenlötern unterscheidet und die grundlegenden Anforderungen der allgemeinen SMD erfüllen muss.
(2) Berücksichtigung der Menge der ZinnfüllungIm Leiterplattenherstellungsprozess besteht die Zusammensetzung des Lotpastengewichtsverhältnisses darin, dass Metall 88-90% ausmacht und die verbleibenden 10-12% organische Hilfsstoffe sind. Aber das Volumenverhältnis beträgt die Hälfte von jedem, so dass nach Abschluss der Heilung und Kondensation in eine Lötstelle sein Volumen mindestens um die Hälfte schrumpft. Daher sollte die Anforderung an die Zinnmenge bei der Gestaltung der Öffnung berücksichtigt werden. Die Faustregel ist, dass die Öffnungsgröße größer als der Durchmesser des runden Fußes 10mi1 (d.h. 5mi1 auf einer Seite) nicht überschreiten sollte. Wenn es sich um einen Quadratfuß handelt, wenn die Dicke, die auf der Diagonale gemessen wird, mit der Öffnung verglichen wird, sollte die Differenz zwischen den beiden 5mil nicht überschreiten. Nur so kann die Höhe des Zinns im Loch nach Reflow leicht die Spezifikation von mindestens 75% Zinn in der bekannten Spezifikation J-STD-001D Tabelle 6-5 erreichen.
Füllmenge
Abbildung 2. Die Menge der Zinnfüllung im linken Bild ist akzeptabel, aber im rechten Bild ist nur die Halblochtauchdose offensichtlich nicht bis zu 75% der Lochlänge.
(3) Die Öffnung der Stahlplatte. Um die Stiftlöcher in den Stiftlöchern richtig zu füllen, muss das Volumen der von der Rakel gedruckten Lotpaste groß genug sein. Daher muss dasselbe Stück Stahlplatte die Methode verwenden, den Überdruck für diese Art von PIH-Paste zu erweitern. Das heißt, die Stahlplatte muss dicker sein und die Öffnung muss größer als der Lochring sein, so dass die Menge an Druckpaste kaum genug ist. Tatsächlich ist die Verdickung der Stahlplatte für andere kleine Pads nicht einfach umzusetzen. Im Gegenteil, für die Lötpaste, die über die Ringoberfläche hinaus expandiert, gibt es eigentlich keinen Grund, sich um den äußeren Verlust zu sorgen, da der starke Zusammenhalt im Heilungsprozess die Menge an Zinn an der Peripherie zieht. Zurück in die Mitte, so dass Sie sich nach dem Schweißen keine Sorgen über Kurzschlüsse machen müssen.
Dunkelsichtbild der PIH-Scheibe
Abbildung 3. Beide Bilder sind dunkle Bilder von PIH-Scheiben. Die unzureichende Menge an Zinn im linken Bild sollte der unzureichenden Menge an Druckpaste entsprechen.
Es hängt auch mit dem großen Abstand zwischen der Öffnung und dem Fußdurchmesser zusammen, normalerweise ist der Abstand zwischen den beiden weniger als 10mil.
Es gibt auch eine einfache Methode, das heißt, es besteht keine Notwendigkeit, die Dicke der Stahlplatte zu erhöhen, solange die Lötpaste zweimal gedruckt wird, und mit Hilfe der Druckausdehnung kann auch die Menge der Zinnfüllung im Loch erreicht werden. Was das Zweiplatten-Überlagerungsdruckverfahren betrifft, bei dem zuerst eine dünne Paste und dann eine dicke Paste gedruckt wird, so ist es in Bezug auf Kosten und Konstruktion nicht geeignet, aber es ist für die intensive Montage ohne jeglichen Raum für Expansion durchaus vorteilhaft. Es sollte jedoch beachtet werden, dass nach der Erhöhung der Menge an Lotpaste auch der Rückstand des Flusses zunimmt. Es wird unweigerlich Probleme zur visuellen Inspektion bringen.
Kratzen Sie ein Stück Stahlplatte zweimal hin und her
Abbildung 4. Dieselbe Stahlplatte kann zweimal hin und her geschabt werden, um die Menge an Lötpaste im Loch zu erhöhen.
Senken Sie den Anstellwinkel des Schabers
Abbildung 5. Durch das Absenken des Anstellwinkels der Rakel (von 60° auf 45°> auf der linken Seite) wird die Menge der Paste erhöht, die in das Loch eindringt.
Das Bild rechts zeigt, dass die Schneidfüße nicht zu lang sein sollten, um die Lötpaste nicht auszustecken und Zinnfüllung zu reduzieren und andere Probleme zu verursachen.
2. Vor-Ort-Konstruktion(1) Abdeckloch- und Ringmethode Dies ist eine frühe Praxis. Es verwendet die Stahlplattenöffnung, um alle PTH-Öffnungen und die Ringoberfläche mit Lötpaste abzudecken, und senkt bewusst den Anstellwinkel der Rakel oder Kratzer zweimal, um die Menge der Lötpaste zu erhöhen, die in das Loch eintritt. Dann stechen Sie die Stifte mit runden oder konischen Enden in die Löcher und führen Sie dann Reflow durch. Der Nachteil dieser Methode ist, dass die Lotpaste oft durch zu lange Stifte herausgedrückt oder abgezogen wird, was viel Ärger bringt. Es ist am besten, die Länge des Fußes zu schneiden, solange die Dicke der Platte etwas mehr als 50 Mils beträgt, damit eine gute Lötstelle erhalten werden kann.
(2) Lochring-Einzelpass- oder Regenseitenvergrößerungsmethode Verwenden Sie bewusst die erweiterte Öffnungsstahlplatte für den Überdruck einer großen Menge Lotpaste (über P-Abdruck), damit der Stiftreflow die Spezifikationsanforderungen der Zinnfüllmenge erfüllen kann (75%). Gegenwärtig ist das doppelseitige Pastendruckverfahren auf beiden Seiten des Rings beliebter. . Da das Loch nicht vollständig bedeckt ist, gibt es keine Probleme, die Lötpaste aus dem Stift herauszudrücken. Diese Art der Vergrößerung muss aber auch zeigen, ob genügend Platz auf der Oberfläche als baulicher Kompromiss vorhanden ist.
PIH-Scheibe mit vollem Zinngehalt
Abbildung 6. Links oben sind die verschiedenen Lötverwartungen mit zusätzlichem Zinn dargestellt, links unten die PIH-Scheibe mit Vollzinn.
Oben rechts ist die zusätzliche Vorhersage, die auf der Druckpaste veröffentlicht wird, und unten rechts ist der Tag vor der Vorhersage.
(3) Zusätzliche Antizipationsmethode Selbst wenn die Methode der doppelseitigen oder einseitigen Ausdehnung angenommen wird, ist es schwierig, die Stiftlöcher mit Zinn zu füllen, um die Anforderungen der Spezifikation zu erfüllen, so musste ich ein kleines Stück vorgeformte Lötverformung auf die Oberfläche der expandierten Lötpaste hinzufügen. Diese Erwartung ist eine Vielzahl von Scheiben aus Flachlöt gestanzt, völlig frei von organischen Substanzen, so dass das Volumen sehr fest ist, und die Wirkung nach dem Löten ist sehr gut (die neuesten Produkte werden auch erwartet, dass Flussmittel angebracht sind). Aufgrund des begrenzten Marktes ist der Preis jedoch sehr teuer (ein einzelnes kleines Stück wird bis zu NT$2 berechnet), und die automatische Platzierung macht auch Kopfschmerzen. In der Tat ist für solche heiklen Probleme, solange die Arbeit billig genug ist und die Handwerkskunst gut genug ist, die Lötkolben-Handlötmethode immer noch die beste Wahl.
PIH wird dem beidseitigen SMT-Prozess hinzugefügt
Abbildung 7. Dies ist die Beschreibung, wie PIH dem beidseitigen SMT-Prozess hinzugefügt wird, das heißt, wenn die obere Oberfläche reflowed wird,
Das heißt, zuerst pinnen und biegen Sie die Füße auf der oberen Oberfläche, und dann drehen Sie es um, um die Paste und Paste auf der unteren Oberfläche zu vervollständigen.
Zusätzlich wurde Lötpaste in die Lötstellen injiziert und schließlich wurden PIH und Bodenfläche gleichzeitig neu gelötet.
(4) Lokales Quetschverfahren des Stiftausgangs (Dispense)Wenn die Vorderseite der Platine reflowed wird, stecken Sie die Stifte jedes Interposers in das Loch und biegen Sie die Schwänze, die durchgehen. Wenn das Flippen der Platine das Lötpastenbürsten auf der Rückseite ausführt, wird der Roboterarm verwendet, um die Paste an einem festen Punkt zu drücken. Nachdem der Fußschwanz in den Ofen gelegt wird, können zwei Arten von Reflow für das Einführen und Einfügen der Bodenoberfläche abgeschlossen werden.
Drittens ist die Unbeliebtheit wieder heißFür die Mehrschichtplatinen von Mobiltelefonplatinen und anderen handgehaltenen elektronischen Geräten müssen beide Seiten mit verschiedenen Arten von Befestigungskomponenten reflowed und gelötet werden, aber es gibt ein paar Lötpositionen, die eine bessere Festigkeit erfordern (wie Ladesteckdosen usw.). Es ist dennoch ratsam, das Durchgangsstopfenschweißen zu verwenden. Für so eine kleine Anzahl von Anforderungen ist es natürlich unmöglich, einen großen Aufhebens zu machen und dann eine weitere Welle Löten. So ist die PIH- oder PIP-Methode der Lötpaste in das Loch in letzter Zeit populär geworden. Das Bild unten links zeigt das Durchgangsloch der OSP-Verarbeitung der Handyplatine und das Design des Rings auf beiden Seiten bewusst vergrößert.