一是印刷電路板生產的加工技術;
第二個是指電路和結構部件以及印刷電路板的組裝過程。
關於印製電路板生產的加工技術, 全體的 PCB製造商, 由於其製造能力, 將為設計師提供詳細的相關要求, 在實踐中哪個相對更好.
根據作者的理解,第二類是電子組裝的可製造性設計。
本文的重點也是描述設計人員在PCB設計階段必須考慮的可製造性問題。
1、正確選擇裝配方法和部件佈局
裝配方法和元件佈局的選擇是PCB可製造性的一個非常重要的方面,對裝配效率、成本和產品品質有很大影響。 事實上,作者接觸了相當多的PCBA,並考慮了一些非常基本的原則。 還有一些缺點。
選擇正確的裝配方法
一般來說,根據PCB組裝密度的不同,推薦的組裝方法如下:
PCB設計的可製造性是什麼
作為一名電路設計工程師,您應該正確理解您正在設計的PCB組裝流程,以便避免犯一些原則性錯誤。 在選擇裝配方法時,除了考慮PCB的裝配密度和佈線難度外,還必須基於該裝配方法的典型工藝流程和公司自身工藝設備的水准。
如果公司沒有更好的波峰焊接工藝,那麼選擇上錶中的第五種組裝方法可能會給自己帶來很多麻煩。
另一點值得注意的是,如果您計畫在焊接表面上實施波峰焊接工藝,則應避免在焊接表面上佈置一些SMD,使工藝複雜。
PCB佈局 組件數量

PCB上元件的佈局對生產效率和成本有著非常重要的影響,是衡量PCB設計可安裝性的重要名額。
一般來說,組件的排列應盡可能均勻、規則和整齊,並以相同的方向和極性分佈排列。
規則佈置便於檢查,有助於提高補片/挿件速度,均勻分佈有利於優化散熱和焊接工藝。
另一方面,為了簡化工藝,PCB設計師必須始終知道,在PCB的任何一側,只能使用回流焊和波峰焊的組焊工藝。
當組裝密度較高且PCB的焊接表面必須分佈更多SMD元件時,這一點尤其值得注意。
設計者應考慮對焊接表面上安裝的部件使用哪一組焊接工藝。 最優選的是在貼片固化後使用波峰焊接工藝,該工藝可以同時將穿孔器件的引脚焊接在元件表面上; 但是,焊接SMD元件有相對嚴格的限制,只能焊接0603及以上尺寸的片式電阻器和電容器、SOT、SOIC(引脚間距-1mm,高度小於2.0mm)。
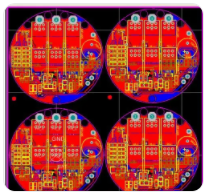
對於分佈在焊接表面上的元件,在波峰焊接期間,引脚方向應垂直於PCB傳輸方向,以確保元件兩側的焊料端部或引線同時浸焊。 相鄰元件之間的排列順序和間距也應滿足波峰焊的要求,以避免“陰影效應”,如圖1所示。 當使用波峰焊SOIC和其他多引脚組件時,應在焊料流動方向的最後兩個焊脚(每側1個)處安裝偷錫墊,以防止連續焊接。
PCB設計的可製造性是什麼
類似類型的元件應沿同一方向佈置在板上,以便於元件的放置、檢查和焊接。
例如,使所有徑向電容器的負極朝向電路板的右側,使所有雙列直插式封裝(DIP)的槽口標記朝向同一方向等。這可以加快插入速度,更容易發現錯誤。
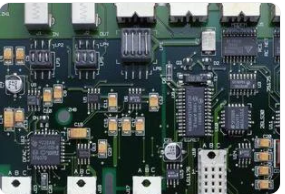
由於A板使用此方法,囙此很容易找到反向電容器,而B板蒐索需要更多時間。
事實上,公司可以標準化其製造的所有電路板組件的方向。 一些電路板佈局可能不一定允許這樣做,但這應該是一個努力方向。
PCB設計的可製造性是什麼
此外,類似的組件類型應盡可能地接地在一起,所有組件的第一個引脚應在同一方向。
PCB設計的可製造性是什麼
但筆者確實遇到了相當多的PCB,組裝密度太高,PCB焊接表面上還必須分佈更高的元件,如鉭電容器、片式電感和細間距SOIC、TSOP等器件,在這種情況下,只能使用雙面印刷錫膏貼片後的回流焊, 插入式組件應盡可能集中在組件分佈中,以適應手動焊接。
另一種可能性是,部件表面的穿孔部件應盡可能分佈在多條主要直線上,以適應最新的選擇性波峰焊接工藝,這可以避免手動焊接,以提高效率並確保焊接質量。 離散焊點分佈是選擇性波峰焊的禁忌,這將成倍新增加工時間。
調整元件在印製板檔案中的位置時,必須注意元件與絲網符號之間的一一對應關係。 如果移動部件時沒有相應地移動部件旁邊的絲網符號,這將成為製造過程中的重大質量隱患。, 因為在實際生產中,絲印符號是可以指導生產的行業語言。
2.PCB必須配備夾緊邊緣、定位標記和工藝定位孔,以實現自動化生產。 電子裝配是現時自動化程度最高的行業之一。 生產中使用的自動化設備需要PCB的自動傳輸。 在PCB的轉移方向(通常是長邊方向),上下側有一個不小於3-5mm寬的夾緊邊緣,以便於自動傳輸,並防止靠近板邊緣的組件因夾緊而無法自動組裝。
定位標記的功能是當前廣泛使用的光學定位裝配設備的功能, PCB需要為光學識別系統提供至少兩到3個定位標記,以準確定位PCB並糾正 PCB加工 錯誤.
在常用的定位標記中,兩個標記必須分佈在PCB的對角線上。 定位標記的選擇通常使用標準圖形,如實心圓形墊。 為了便於識別,標記周圍應有一個沒有其他電路特徵或標記的開放區域。 尺寸最好不小於標記的直徑。 標記應距離板邊緣5mm。 在上面