せんたくピークようせつキャリア
私は思いもよらなかった, ウエルドはんだ付けプロセスをまだ受けている回路基板はまだ多い. 私は、波炉がすでに博物館に入れられたと思いました! しかし, 現在何が起こっているかのほとんどは PCBA選択波はんだ付け せんたくピークようせつ, TiN炉でパネル全体を浸す前のプロセスではなく.
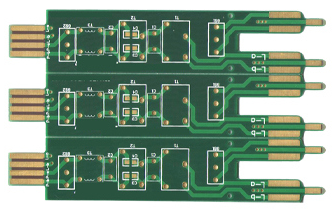
pcbaのいわゆる選択波はんだ付けは,元のtin炉を使用しているが,その相違点は,錫炉キャリア/トレイ(キャリア)に基板を配置し,ウェーブはんだ付けを必要とする部分を露出させ,着色し,他の部品をキャリアで覆い,保護することである。浮き輪で覆われた場所は水にさらされません。スズストーブで交換した場合、キャリアに覆われた場所は当然ながら錫の汚れが生じず、錫や落下部品の再溶解に問題はない。

しかし、すべてのボードは PCBAせんたくピークようせつほう. あなたがそれを使いたいならば, いくつかのデザインの制限があります. 最も重要な条件は、ウェーブはんだ付け用に選択された部品は、特定の距離を有するウェーブはんだ付けを必要としない他の部品と互換性があることである, はんだ炉キャリアを作ることができる, さもなければ、はんだ接合用のはんだ炉は使用できない.
PCBA選択波はんだ付けキャリアと回路設計の考察
従来のプラグインのハンダピンがキャリアの端部に近かった場合、シャドウ効果により半田不足の問題が生じる。
キャリアは、錫炉ではんだ付けする必要がない部分をカバーしなければならない。
錫炉ではんだ付けする必要がない部分へのハンダの浸透を防止するため、キャリアの破れた穴の端壁厚の少なくとも0.05 "(1.27 mm)を維持することが推奨される。
錫炉によって半田付けする必要がある部品のためにキャリアの破れた穴の縁から少なくとも0.1インチ(2.54 mm)を保つことが推奨される。
炉表面の高さは0.15インチ(3.8 mm)以下でなければならず、そうでなければ炉のキャリアはこれらの高い部分を覆うことができない。
ハンダ炉キャリア(キャリア)の材料は、はんだと反応してはならず、熱収縮を少なくして、熱を吸収しにくく、変形しないで繰り返しの高い熱サイクルに耐えることができなければならない。現在の比較人はアルミ合金を使用し、合成石材を使用している。
実際には, ほとんどすべて PCBボード 彼らが最初に出てきたときに伝統的な挿入操作を使用して設計された. ボードはウェーブはんだ付けに通わなければならなかった, 当時の板は片面だけだった. 後, PCBの発明の後, PCBとウェーブはんだの混用が始まった, その時、まだPCBプロセスに変換できなかった部分の大部分があったので, 即ち, 伝統的なプラグイン部品はまだたくさんあります, それで、板は設計されなければなりません. プラグイン部品は、同じ側に配置されます, そして、他方の側はウェーブはんだ付け用に使用される, そして、ウェーブはんだ付け側のPCB部分は、現在、波はんだ付け炉を通過する際に、部品がはんだ炉内に落下するのを防ぐために、赤い接着剤で固定されなければならない, ほとんどすべてのボードは両面にPCBプロセスを採用しました, しかし、PCBプロセスで完全に取り替えられることができない部品がまだ非常に少ないようです, このタイプの PCBA選択波はんだ付け 時代がプロセスとして出現した.