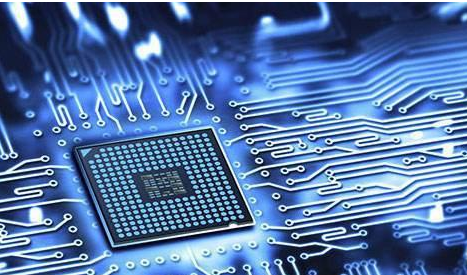
有機基材是指玻璃纖維等增强資料, 浸漬樹脂粘合劑, 乾燥成空白, 然後用銅箔覆蓋, 由高溫高壓製成. Such substrates are called copper clad laminates ( CCL), 稱為覆銅板, 是製造的主要資料 印刷電路板.
無機基材主要是陶瓷板和搪瓷塗層鋼基材。 陶瓷基板的資料為96%氧化鋁。 陶瓷基板主要用於混合集成電路和多晶片微組裝電路。 它具有耐高溫、表面光滑和化學穩定性高的特點。 搪瓷塗層鋼基板克服了陶瓷基板存在的尺寸有限和介電常數高的缺點,可以用作高速電路的基板,並在一些數位產品中使用。
印刷電線
一般來說,印製導線盡可能寬,這有利於耐受電流,並且易於製造。 在確定印製線路的寬度時,除了載流量外,還應注意線路板上銅箔的剝離强度。 印刷導線的寬度建議採用0.5mm、1.0mm、1.5mm、2.0mm的規格。 其中,電源線和接地線的載流量較大。 導線寬度的總體設計原則是訊號線<電源線<地線。 印刷線路的間距應根據基板資料、工作環境和分佈電容等因素綜合確定。 通常,導線的間距等於導線的寬度。 印刷電線的方向必須平滑,不應出現直角甚至銳角方向。

一般來說,印刷線路的佈線必須首先考慮訊號線,然後考慮電源線和地線。 為了减少導線之間的寄生耦合,在佈線時按訊號迴圈的順序排列,使電路的輸入和輸出端盡可能遠離,並用地線將輸入和輸出端分開。
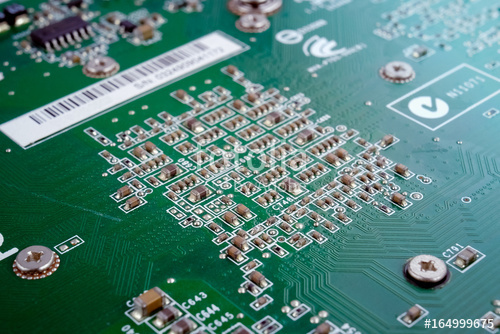
當印刷導線設計為連接到SMT焊盤時,通常不允許在兩個焊盤的相對間隙之間直接連接。 連接前建議兩端引出; 為了防止集成電路在回流焊接過程中發生偏轉,原則上與集成電路焊接,連接到焊盤的導線從焊盤的任一端引出,但焊盤的表面張力不應過度集中在一側, 裝置每側的焊料張力應平衡,以確保裝置不會相對於焊盤發生。 偏轉:當印刷導線的寬度較大,需要連接到元件焊盤時,通常需要在連接之前將寬導線縮小到0.25mm,長度不小於0.65mm,然後連接到焊盤。 這樣可以避免誤焊。
印刷品品質檢驗 電路板
1、目視檢查
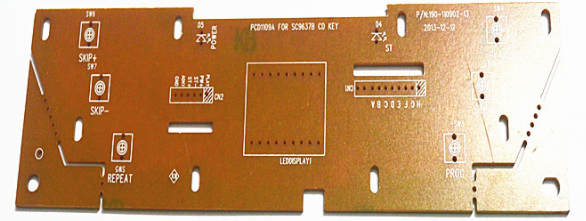
目視檢查是指手動檢查印刷電路板缺陷。 檢查內容包括表面光潔度、絲網是否清晰、焊盤是否圓形、焊盤內是否有焊料空洞,方法是用照相底圖覆蓋處理後的膠片。 在印刷電路板上,確定印刷電路板的邊緣尺寸、線寬和形狀是否在要求的範圍內。
2、電力效能檢查
電力性能測試主要包括 電路板. 絕緣測試主要量測絕緣電阻. 絕緣電阻可以在同一層或不同層的導線之間進行. 選擇兩條或兩條以上間距較近的導線, 首先量測絕緣電阻, 然後加濕並加熱一段時間,回到室溫,然後再次量測. 光學板測試儀的連通性量測主要是根據電力原理圖查看連接的兩個點是否連接.
3、焊盤可焊性檢查
焊盤可焊性是印刷電路板的一個重要名額。 它主要量測焊料在印刷焊盤上的潤濕能力,分為3個名額:潤濕性、半潤濕性和非潤濕性。 潤濕意味著焊料可以在焊盤上自由流動和膨脹,形成粘合連接。 半潤濕是指焊料首先潤濕焊盤表面,焊料因潤濕性差而收縮,從而在基底金屬上形成一薄層焊料。 非潤濕意味著,儘管焊料已積聚在焊盤上,但它不會與焊盤形成粘合連接。
4、銅箔附著力檢查
銅箔附著力是指印刷導線和焊盤在基板上的附著力. 附著力小, 印刷線路和焊盤容易從基板上剝離. 檢查銅箔的附著力, 你可以用膠帶, 將透明膠帶粘在待測導線上, 清除氣泡, and then quickly pull off the tape at a 90° direction to the 印刷電路板. 如果電線完好, 這意味著 電路板 銅箔的附著力是否合格.