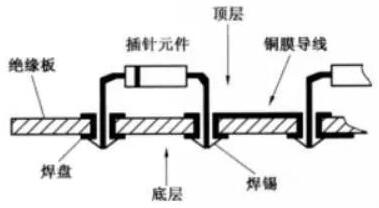
PCB工場で多層PCBを製造するには、プレス工程を経なければならない。押出動作は、各層の間に絶縁層を追加し、互いに強固に結合することを含む。何重にも通す穴があれば。各レイヤーは繰り返し処理する必要があります。多層板の外側の配線は、通常、多層板を積層した後に処理される。PCB工場のプレス過程ではしばしばいくつかの問題が発生する。まとめてみましょう。
白はガラスクロスの質感を演出
1.樹脂流動性が高すぎる。
2.予圧が高すぎる。
3.高圧を添加する時間が正しくありません。
4.粘着シートの樹脂含有量が低い。ゲル化時間が長い。そして流動性が大きい。
はっぽう
1.予圧力が低い。
2.温度が高すぎて、予圧と満圧の間の間隔時間が長すぎる。
3.樹脂の動粘度が高い。そして全圧力を加える時間が遅すぎる。
4.揮発性物質の含有量が高すぎる。
5.接着面が不潔である。
6.移動性が悪いか、予圧が不足している。
7.回路基板の温度が低い。

プリント配線板
穴がある。じゅし及び板表面の皺
1.PCB工場のLAY-UPは操作が不適切である。また、鋼板の表面は乾いておらず、水濡れが存在している。これは銅箔のしわを引き起こす。
2.プレートを押す時。プレート表面は圧力を失う。これは過剰な樹脂損失を招く。銅箔の下には糊がない。及び銅箔表面の皺。
内層図面オフセット
1.内部パターン銅箔のはく離強度が低いか、耐温性が悪いか、線幅が薄すぎる。
2.予圧が高すぎて、樹脂の動粘度が小さい。
3.印刷テンプレートは平行ではありません。
厚みが均一でない。ないそうすべり
1.同じ窓の成形板の総厚さが異なる。
2.成形板における印刷板の累積厚さのばらつきが大きい。ホットプレステンプレートの平行度が悪い。積層板は自由に移動できる。そして、積層体全体が熱プレステンプレートの中心から離れている。
層間転位
1.内層材料の熱膨張。粘着シートの樹脂流れ。
2.積層中の熱収縮。
3.積層板とテンプレートの熱膨張係数の差が大きい。

プリント配線板
プレートが曲がる。シートの反り
1.非対称構造。
2.硬化サイクルが不足している。
3.接合片または内部銅被覆積層板の切断方向が一致していない。
4.多層板は、異なる製造業者からの板または粘着シートを使用する。
5.多層板は後硬化及び圧力解放後に正しく処理されなかった。
階層化ねつかいそう
1.内層の湿度が高いか、揮発性物質の含有量が高い。
2.粘着シート中の揮発性含有量が高い。
3.内面汚染。異物汚染。
4.酸化物層の表面はアルカリ性である。表面には亜塩素酸塩残留物がある。
5.酸化異常。そして酸化物層結晶は長すぎる。前処理は十分な表面積を形成しなかった。
6.不動態化不足。