
車載產品的PCB設計要求
設計理念:
在電路和PCB的設計階段,需要與生產工藝相結合,避免非標準設計,新增加工難度和成本。 最重要的是,如果PCB需要重新設計或大幅更改,那麼在這次試生產中進行的可靠性測試毫無意義,無法反映最終產品的生產要求
設計要求:
1.每個組件都必須提供詳細的規格。 在電路設計過程中,有必要檢查設備是否符合車輛法規的要求,是否有無鉛型號。 在PCB設計過程中,有必要檢查焊接溫度曲線是否符合生產要求。 如果不能滿足要求,襯墊尺寸和組件包裝應按照組件製造商的建議尺寸來做,以避免因加工困難造成的非標準設計;
2.SMR電阻器和電容器的焊盤尺寸應在標準的基礎上新增。 具體尺寸請參攷檔案要求。 目的是保證焊接充分,對汽車要求更高,避免長期振動造成脫焊和虛焊
3.插入式組件的通孔和焊盤應按照製造商的規範進行設計。 如果規範中沒有相關內容,則應要求製造商提供書面參攷尺寸
4.如果片狀鋁電解電容器只放在回流焊一側一次,如果回流兩次,鋁電解就會損壞
5.回流焊工藝組件之間的間隙:¥0.4mm,按最外層尺寸計算
6.插接件與貼片件間隙:?3mm,便於手工補焊或局部回流焊
7.大型和重型組件應僅放置在回流焊一側一次,以防止二次回流焊造成的脫落和虛焊
8.組件不能放置在加工邊緣5mm以內,測試點不能放置在3mm以內。 可以接線,但應在接線上塗上白色釉料進行保護,以避免在加工過程中劃傷
9.元件高度的最高範圍應根據加工機器(貼片機/回流焊機)確定,以避免元件太高而無法加工
10.靠近焊接側10-20mm範圍內的組件應盡可能分開放置,以避免因組件過於密集而導致焊接不足
11.尺寸較大的組件不應相互靠近,這會給維修帶來不便,回流焊接中的熱量不均勻會導致焊接不良
12.挿件組件應盡可能放在同一側,以方便加工
13.極性元件(鋁電容器/鉭電容器/二極體等)應盡可能沿同一方向排列,以便於目視檢查。 如果由於效能考慮而無法以這種管道放置,則還必須在本地進行對齊
14.組件的標籤號應清晰,每塊板的書寫規範應一致,同一類型的組件應一致,以方便維修和測試
15.ICT測試墊為0.99mm。 每個網絡都需要測試點,應在電路設計中添加測試點。 如果某個部件中的組件太密集而無法放置測試點,電路設計師和PCB設計師應該共同討論,以確定哪些是必要的,不能隨意修改
16.需要用膠水固定的組件必須在電路設計中標記,以便PCB設計師和工廠加工人員在設計和加工時提前考慮對策
17.手工插入部件的焊接表面需要用白色標記,這樣操作人員就可以明白他們只能在這個區域焊接,也便於目視檢查人員快速找到要檢查的位置
18.同一部件應盡可能放在同一側。 例如,該型號需要10個組件,其中9個應放置在a側,1個放置在B側,以新增貼片分配的負擔
19.不要將組件放置在V-CUT邊緣4mm以內
20.連接器選擇要求:易於插拔;
表面處理:OSP/ENIG/HASL LF/鍍金/閃金/浸錫/浸銀/電解金
容量:金手指/重銅/盲埋通孔/阻抗控制/填充樹脂/碳墨/倒鑽/埋頭孔/深度鑽孔/半鍍孔/壓配合孔/可剝離藍色掩模/可剝離阻焊層/厚銅/超大尺寸
資料:羅傑斯RO4350B/RO3003/RO4003/RO3006/RT/Duroid 5880/RT5870和Arlon/Isola/Taconic/PTFE F4BM/特氟綸資料等。
層數:2L 4L 6L 8L 10L 12L 14L 16L 18L 20L 22L 24L 26L 28L 30L
介電常數(DK):2.20/2.55/3.00/3.38/3.48/3.50/3.6/6.15/10.2
應用:消費電子/軍事/航太/天線和通信系統/大功率/醫療/汽車/工業/手持設備蜂窩/Wifi天線/遠程資訊處理和資訊娛樂/Wifi/計算/雷達/功率放大器
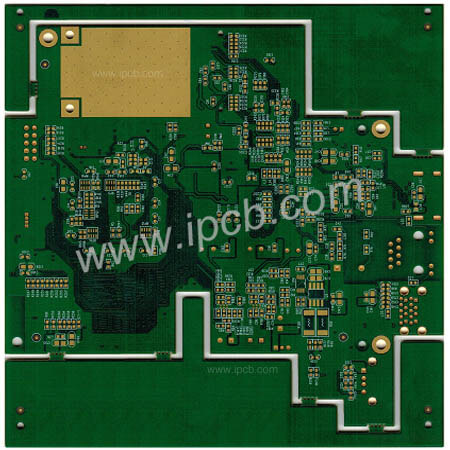
型號:多層車載wifi模塊pcb
資料:FR4
層數:6層
顏色:綠色/白色
成品厚度:1.0mm
銅厚度:1OZ
表面處理:浸金
最小痕迹:3mil(0.75mm)
最小間距:3mil(0.75mm)
特點:半孔PCB
應用:WiFi藍牙模組pcb
對於PCB技術問題,iPCB專業的支持團隊將幫助您完成每一步。 您也可以在這裡請求 電路板 相關的技術咨詢或快速報價請求。 亦可通過電子郵件聯絡 sales@ipcb.com
我們將迅速回復您。