1.PCBAの製品機能
例えば、基本的な要件、製品のアップグレード機能、追加の製品が実行できる機能をカバーし、作成と管理が容易なコンポーネントを備えています。
2.PCBA ROI
現在、多くのメーカーがPCBAの設計と生産に従事しており、異なるメーカーは異なる製品の品質、性価格比、コストを提供している。PCBAデザイナーとして、私たちは製品の品質を高め、製品コストを下げ、企業に低投資、高リターンを提供するように努力しなければなりません。したがって、PCBAの設計プロセスでは、最終的なコストとROIを確保するために、さまざまな側面を考慮する必要があります。
3.PCBマンション
PCBA設計は一人ではできず、チームワークで行わなければなりません。そのため、良い回路基板を設計するには、強いチームサポートが必要です。ipcb社はPCBA生産において安定した成熟した経験を持っている。

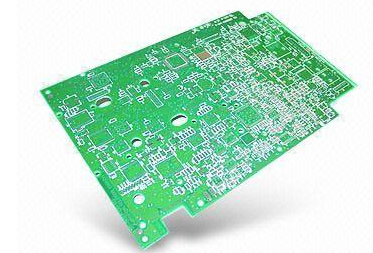
PCB両面溶接技術の紹介と注意事項
現在、SMT業界の回路基板組立の主な技術は「リフロー溶接」であるべきである。もちろん、基板溶接には他の方法があります。この回路基板リフロー溶接は、単板と二板に区分することができる。両面リフロー溶接は回路基板のスペースを節約できるため、片面リフロー溶接を使用する人はほとんどいません。つまり、生産はより小さくすることができるので、市場で見られる回路基板のほとんどは両面リフロープロセスに属しています。
(スペース制限がなければ、シングルパネルプロセスはSMTプロセスを節約できることは間違いありません。材料コストとSMTの作業コストを比較すると、シングルパネルはコストを節約できる可能性があります。)
両面還流プロセスには2回の還流が必要なため、いくつかのプロセス制限があります。一般的な問題は、回路基板が2つ目のリフロー炉に入ると、表面上部の部品が重力によって落下することです。特に、回路基板が炉の還流領域に流れる高温の場合、本文は両面還流プロセスにおける部品の配置に関する注意事項を説明する:
(副題を追加して、なぜ半田の2面に錫メッキされた小さな部品の大部分が溶けて落ちないのか?なぜ重い部品だけが外れるのか?)
リフロー溶接炉の表面にはどのSMD部品を置くべきですか。
一般的には、PCBの変形が小さく、貼り付け印刷がより正確であるため、小さい部品は置くことが望ましい。
次に、リフロー炉の第2工程で脱落するリスクがない部品が小さい。第2の面の部品はプリント基板の底部に直接下に置かれるので、基板が溶接領域の高温に入ると、過負荷によって基板から脱落することはありません。
第三に、パネル上の部品は2回修理しなければならないので、耐温性は2回修理の温度に耐えなければならない。通常の抵抗容量は通常、少なくとも3回修復する必要があります。これは、メンテナンスのために回路基板の修理が必要な場合がある要件を満たすためです。
どのSMD部品をリフロー炉の第2側に置くべきですか。これがポイントになるはずです。
大型または大型部品は炉の第2側に配置し、部品が炉内に落下するリスクを回避する必要があります。
LGA、BGA部品は、第2パス溶接におけるスズの再溶融の不要なリスクを回避し、空溶接/虚溶接の機会を減らすために、炉の第2側にできるだけ置くべきである。細い足と小さなBGA部品があれば、背溶接炉の表面に置くことを排除しない。
BGAを炉の側面や第2面に置くことには議論が続いている。第2面を置くことでスズが再溶融するリスクは回避できるが、PCBは第2面がリフロー炉を通過する際により大きく変形することが多く、スズの食用品質に影響を与えるため、足の薄いBGAは側面に置くことを考慮できるとワーキングベアは言う。しかし、一方で、PCBが大きく変形している場合、第2面パッチを微細部品に配置することは大きな問題であることは間違いない。貼り付け印刷位置と貼り付け量が不正確になるため、変形のためにBGAを側面に配置することを考慮するのではなく、PCB変形を回避する方法に重点を置くべきではないだろうか。
高温に耐えられない部品はリフロー炉の第2側に置くべきである。これは、温度が高すぎて部品が破損しないようにするためです。
PIH/PIP部品もストーブの第2側に置く必要があります。半田足が板の厚さよりも長くない限り、PCB表面に突き出た半田足は第2面の板と干渉し、第2面印刷の板がPCBに平貼りするのを防止し、異常な半田印刷問題を引き起こす。
一部のコンポーネントの内部には、LEDランプを備えたワイヤコネクタなどの半田がある場合があります。重要なのは、これらの部品はリフロー炉で2回以上の温度に耐えることができ、耐えられない場合は第2面に置かなければならないことに注意することです。
パッチの第2面をバック溶接炉に置くだけで、回路基板がバック溶接炉の高温の洗礼を受けたことを意味する。このとき、回路基板には多少の反りや変形が発生します。つまり、はんだペースト印刷の量や位置の制御がより困難になるため、空はんだや短絡などの問題が生じやすくなるため、部品を裏はんだ炉の第2側に置き、0201や細ピッチ部品をなるべく置かないことを推奨し、BGAもできるだけ直径の大きい錫球を選ぶべきである。
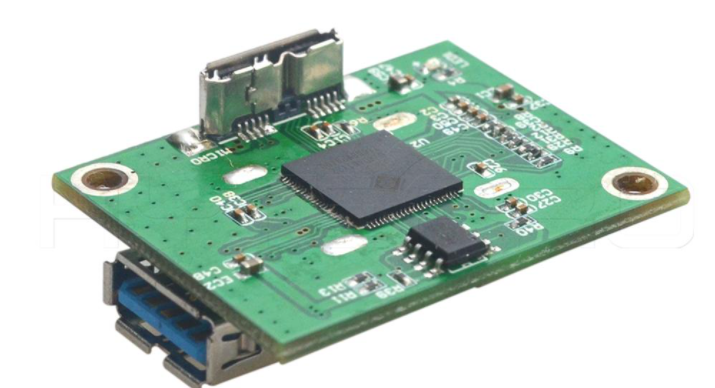
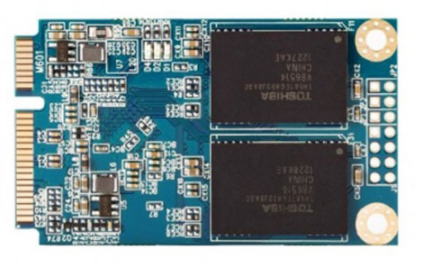
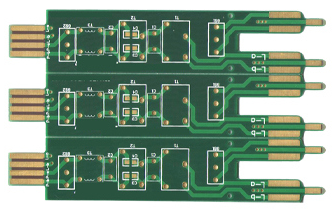
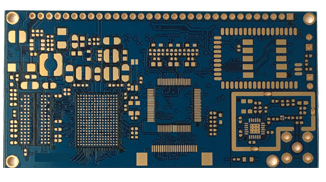
記事のSDカードボードの表面と裏面の画像を参考にすれば、明確な判断ができるはずです。側面は炉内の修復対象の表面ホッピング部品の中に配置され、側面は過熱パッチの第2側に配置されることを指摘しています。
また、大規模な生産では、電子部品を回路基板に組み立てるプロセスが多くあります。しかし、各プロセスは、基板上の素子の配置が組立溶接の順序と品質に直接影響し、配線が間接的に影響するため、基板設計の最初から決定されています。
現在、プリント配線板の溶接プロセスは、大別して全板溶接と部分溶接に分けることができる。全板溶接は大きく分けてリフロー溶接とピーク溶接に分けることができ、プリント基板の局所溶接はキャリア溶接、選択溶接とレーザー溶接などに分けることができる。