
保護資料 剛柔印刷電路板 外層圖案, 就是, 焊接掩模, 通常有3種類型可供選擇. 這個 第一種是傳統的覆蓋膜(Coverlay),這是聚醯亞胺資料和粘合劑的直接層. 它與蝕刻後需要保護的電路板層壓在一起. 這種覆膜在壓制前需要預先成型, 露出要焊接的零件, 囙此,它不能滿足更精細裝配的要求. 第二種類型是感光顯影型覆蓋幹膜, 用層壓機壓後, 焊接部分通過光敏顯影法洩漏, 這就解决了裝配精度的問題. 第3種是液體絲網印刷型覆蓋資料, 通常使用熱固性聚醯亞胺資料, 如solar PSR-4000和用於光敏顯影型柔性電路板的特殊阻焊油墨, 這些資料能更好地滿足細瀝青的要求, 柔性板的高密度組裝.
剛柔印刷電路板 關鍵零件的生產過程及控制
Rigid-Flex 印刷電路板 是在靈活的基礎上發展起來的 印刷電路板板 和高密度多層剛性印刷電路板 董事會. 它與僵硬有許多相似之處 印刷電路板 工藝製造方面的電路板. 然而, 由於 剛柔印刷電路板 資料及其結構和應用的特殊性决定了它不同於普通的剛性資料 印刷電路板 電路板和柔性電路板 印刷電路板 從設計要求到製造流程. 幾乎每個生產環節都必須經過測試和調整,以優化整個流程. 工藝和參數.

剛柔印刷電路板生產工藝
剛柔印刷電路板內層單片電路的圖形傳輸
圖形傳輸在高密度、細線印刷電路板中佔有非常重要的地位,尤其是在柔性電路中。 由於柔性整塊體薄而軟,給表面處理等操作帶來很大困難,銅箔表面的清潔狀態和粗糙度直接影響抗蝕幹膜的附著力和細紋的產生。 由於機械擦拭需要較高的設備,不合適的壓力可能會導致基板變形、捲曲、尺寸膨脹等,囙此操作不易控制,囙此我們可以選擇使用電解清洗方法。 這種方法不僅可以保證表面的清潔度,還可以使用微蝕刻方法來保證銅表面的粗糙度,這有利於生產線寬/間距為0.1mm~0.15毫米的線條圖案。 在酸蝕中,除了控制蝕刻速率以確保設計所需的線寬和間距外,還需要防止單片捲曲和起皺。 最好新增一個輔助導板,關閉設備上的通風系統。
柔性資料的多層定位
柔性基板的尺寸穩定性較差. 這是因為聚醯亞胺資料具有很强的吸濕性. 經過濕處理或在不同溫度和濕度的環境中, 它們會嚴重收縮變形, 導致層 多層印刷電路板. 對位困難. 為了克服這個困難, 設計中可採取以下措施:, 應考慮對齊圖案和目標衝壓點的設計, 以確保沖孔對準孔或鉚釘孔時的精度, 而且在堆放盤子時不會引起它們. 圖層之間的圖形錯位會導致報廢.
沖孔後的定位孔可以消除濕加工過程中資料膨脹和收縮造成的誤差。
印刷電路板層壓後,使用X射線鑽孔以確定偏移量,使鑽孔更精確。 根據聚醯亞胺的資料特性和環境特性,參攷鑽孔偏移量繪製外膜,以改善外膜和鑽孔板之間的重疊。 這樣可以滿足0.1mm~0.15mm環寬的層間配准要求,保證外層圖形傳輸的準確性。
剛柔印刷電路板層壓
即使定位孔是用OPE打孔的,層壓前的單晶片處理對層間對齊也有很大影響。 首先,由於聚醯亞胺資料不耐強鹼,它會在強鹼溶液中膨脹。 囙此,在發黑和褐變過程中,應適當减少脫脂、發黑和褐變等强鹼性過程。 溫度,减少時間。 由於採用了無粘結層的基材,囙此不需要考慮堿液中粘結層的變化,這種方法仍然是可行的。 其次,氧化處理後的單片烘烤應避免垂直放置,並應採用水准烘烤,以减少彎曲變形並盡可能保持平整。 烘烤後,盡可能縮短成型時間,防止單件再次吸潮。
由於柔性單張容易變形,層壓前的平整度較差,且所使用的粘合片的樹脂流動性遠低於用於剛性印刷電路板板層壓的預浸料。 囙此,為了使粘合片和單片良好的結合嵌入到細線間距中,我們選擇使用覆蓋形狀更好的資料作為層壓墊片資料,如聚丙烯膜、聚四氟乙烯(PTFE)、矽橡膠片等,可以改善柔性板的層壓。 質量。 經過試驗,認為理想的墊片資料是矽橡膠資料,可以保證其成型性,相對减少受壓件的收縮和變形。
對於印刷電路板硬板零件,在衝壓過程中應注意以下3個方面:
A. 不管是不是 印刷電路板 substrate 層壓 or pure prepreg 層壓, 玻璃布的經緯方向應一致, 在層壓過程中應消除熱應力,以减少翹曲.
B.印刷電路板剛性板應有一定厚度,因為柔性部分非常薄,沒有玻璃布。 在受到環境和熱衝擊的影響後,其變化與剛性零件不同。 如果剛性零件沒有一定的厚度或硬度,這種差异會非常明顯,在使用過程中會發生嚴重的翹曲,從而影響焊接和使用。 如果剛性零件具有一定的厚度或硬度,這種差异可能顯得微不足道。 平整度不隨柔性件的變化而變化,保證焊接和使用。 如果剛性部分太厚,則會顯得很重且不經濟。 實驗證明,厚度以0.8~1.0mm為宜。
C.對於柔性視窗的加工,通常有先銑和後銑的方法進行加工,但需要根據剛柔印刷電路板本身的結構和厚度進行柔性加工。 如果先銑削柔性視窗以確保銑削精度,則焊接和撓度都不會受到太大影響。 銑削數據可由工程人員生成,柔性視窗可提前銑削。 如果不先銑削柔性窗,然後在完成之前的所有工藝並最終成型後,使用鐳射切割去除柔性窗的廢料,則應注意鐳射切割FR4的深度。
可參攷柔性基板和剛性印刷電路板板的壓制參數,對壓制參數進行綜合優化。
剛柔印刷電路板鑽孔
The structure of 剛柔印刷電路板 這很複雜, 囙此,確定鑽孔的最佳工藝參數以獲得良好的孔壁是非常重要的. 為了防止內銅環和柔性基材的釘頭現象, 必須首先選擇鋒利的鑽頭. 如果要加工的印製板數量較大或加工板上的孔數量較大, 鑽完一定數量的孔後,必須及時更換鑽頭. 鑽頭的速度和進給量是最重要的工藝參數. 當進給速度太慢時, 溫度急劇上升,會產生大量鑽井污垢. 如果輸入太快, 鑽頭很容易折斷, 粘合片和介質層撕裂以及釘頭現象.
其次, 應根據板材厚度和最小鑽孔直徑選擇鑽孔機,並優化鑽孔參數. 現時, 有可達到200臺的鑽機,該行業每分鐘的轉速為1000轉. 對於小孔, 速度越快, the better the 質量 of the drilling. 同時, 封面和背板的選擇也非常重要. 好的蓋板和背板不僅能保護板面, 而且還能起到很好的散熱作用. 需要注意的是,背板最好使用鋁箔板或環氧膠板., 不要使用紙張墊板, 因為紙墊板很軟,容易產生嚴重的鑽孔毛刺. 在無聊之前去毛刺, 這些洞很容易撕破或劃傷, 這將給後續流程帶來麻煩,並影響 剛柔印刷電路板 質量.
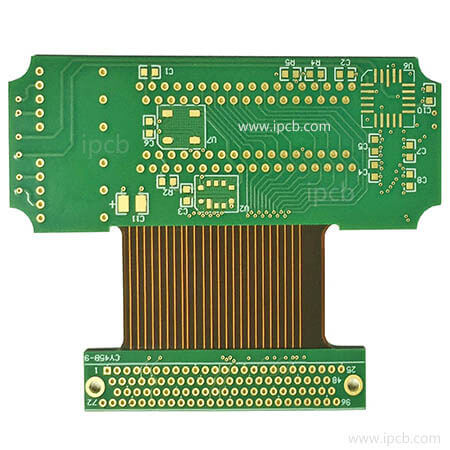
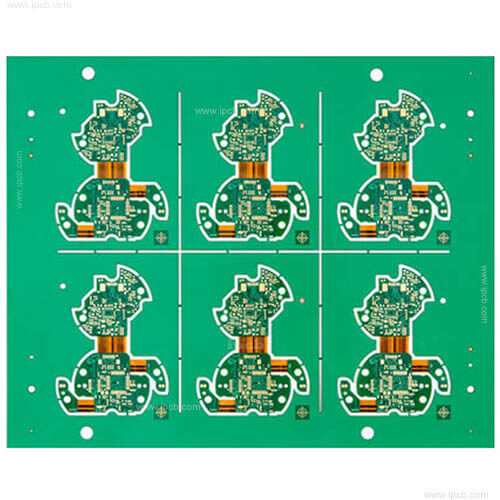
型號:6層剛撓式PCB
資料:FR-4+PI
圖層:2+2+2
顏色:綠色/白色
成品厚度:1.0mm
銅厚度:1OZ
表面處理:ENIG 2U“
最小線寬/距離:0.15/0.15mm
用途:醫療用硬柔性PCB
對於PCB技術問題,iPCB專業的支持團隊將幫助您完成每一步。 您也可以在這裡請求 電路板 相關的技術咨詢或快速報價請求。 亦可通過電子郵件聯絡 sales@ipcb.com
我們將迅速回復您。