Dalam industri pemprosesan cip SMT, terdapat banyak komponen mikro-ketepatan, yang sukar untuk dihukum dengan mata telanjang. Untuk keselamatan dan kepercayaan produk, jabatan IQC dalam industri pemprosesan cip akan memeriksa secara ketat pemeriksaan bahan-bahan masuk bahagian depan untuk mencegah cacat batch dalam proses produksi atau produk selesai. Kemudian sebagai pemprosesan cip SMT, kita perlu tahu kesalahan pemeriksaan IQC Apa definisi? Apa kandungan pemeriksaan IQC, kita mesti faham dengan jelas! Kemudian kilang PCB akan menjelaskan kepada anda apa kandungan pemeriksaan IQC dalam pemprosesan cip SMT? Harap untuk membantu keluarga!
Takrifan cacat: Pertama-tama, kita mesti jelas tahu apa takrifan cacat pemeriksaan masuk IQC dalam industri pemprosesan cip SMT? Hanya kemudian bahan-bahan boleh lebih baik, masuk akal, piawai, dan diterima.
1.CR (Kecacatan Mati): Mengingat kepada wujud produk yang boleh menyebabkan kerosakan secara tidak sengaja kepada penghasil atau pengguna, atau kehilangan harta yang boleh menyebabkan keluhan dari pelanggan, dan melanggar undang-undang, peraturan dan peraturan persekitaran. (Keselamatan/Perlindungan Keselamatan, dll.)
2.MA (Kecacatan Material): Ciri tertentu produk tidak memenuhi keperluan tertentu (struktur atau fungsi) atau kegagalan penampilan yang serius.

3.MI (Kecacatan Kecil): Produk mempunyai beberapa kesalahan yang tidak mempengaruhi fungsi dan kemudahan. (Secara umum merujuk kepada kekurangan kecil dalam penampilan).
Kandungan pemeriksaan masuk IQC: Sebagaimana pemprosesan cip SMT biasanya mempunyai siklus produksi pendek, prestasi bahan yang sepadan telah diuji apabila bahan diterima, maka kita perlu fokus pad a memeriksa konsistensi bahan dan BOM, sama ada pad telah oksidasi, dan sama ada transportasi rosak dan kandungan lain. Ia biasanya termasuk sama ada pengenalan bahan konsisten dengan BOM, sama ada penampilan tidak berwarna dan hitam, sama ada akhir solder telah oksidasi, sama ada pin IC rosak, sama ada ia telah terganggu, sama ada ia berada dalam masa kehendak, dan sebagainya;
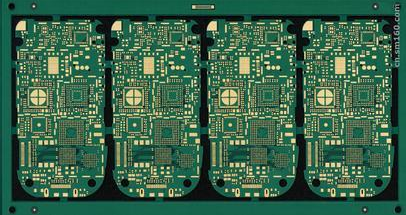
1.Periksa sama ada model PCB konsisten dengan keperluan BOM, sama ada pad dioksidasi dan diubah warna, sama ada minyak hijau masih belum disentuh, sama ada cetakan jelas, sama ada ia rata, dan sama ada sudut tersentuh.
2.SMT penentang cip memeriksa sama ada spesifikasi, dimensi, nilai penentang dan nilai ralat konsisten dengan keperluan jadual BOM. Semak sama ada nilai pengenalpasti bagi talam bahan konsisten dengan aksara yang disekrin sutera pada badan komponen. Jika tiada aksara skrin sutera, gunakan jambatan LCR untuk menguji nilai perlawanan. Periksa sama ada ujung penywelding telah oksidasi dan sama ada badan rosak.
3.Konsensator cip SMT memeriksa sama ada saiz, kapasitasi, ralat, dan tekanan tahan konsisten dengan keperluan jadual BOM. Semak sama ada nilai pengenalan talam bahan konsisten dengan cetakan skrin tubuh komponen. Jika bahan besar juga diperlukan untuk menggunakan jambatan LCR untuk menguji sama ada nilai kapasitasi konsisten dengan pengenalan. Periksa sama ada ujung penywelding telah oksidasi dan sama ada badan rosak.
Induktor cip 4.SMT memeriksa saiz, induktan, dan ralat sama ada ia konsisten dengan keperluan jadual BOM. Semak sama ada nilai pengenalan talam bahan konsisten dengan cetakan skrin tubuh komponen. Jika tiada cetakan skrin, gunakan jambatan LCR untuk menguji nilai perasaan. Periksa sama ada ujung penywelding telah oksidasi dan sama ada badan rosak.
5.Dioda dan triod harus diperiksa untuk spesifikasi dan dimensi, dan sama ada tanda-tanda konsisten dengan keperluan jadual BOM. Periksa sama ada kod perkataan ditandai pada badan utama sepadan dengan tanda. Periksa sama ada akhir penywelding telah oksidasi dan sama ada badan rosak.
6.IC, saiz spesifikasi pemeriksaan komponen BGA,sama ada tanda konsisten dengan keperluan jadual BOM. Periksa sama ada kod perkataan ditandai pada badan sepadan dengan tanda. Periksa pin, sama ada bola askar dioksidasi, dan sama ada pin deform.
7.Periksa sama ada spesifikasi dan dimensi konektor, butang dan komponen PCB lain konsisten dengan keperluan jadual BOM. Periksa sama ada akhir penywelding telah oksidasi dan sama ada badan telah deformasi. Periksa sama ada kekebalan suhu memenuhi keperluan penyelamatan reflow.