高周波ボード の選択と生産 PCBボード
近年, 無線通信, 光ファイバ通信, そして、高速データネットワーク製品は, 情報処理が増加, そして、無線アナログフロントエンドモジュール化は、デジタル信号処理技術のための新しい要件を提示しました, IC技術, マイクロ波 PCB設計. PCB技術はより高い要求をもたらす.
例えば, 商用無線通信は低コストプレートの使用を必要とする, 安定な誘電率(±±1〜2 %以内のr r変動誤差)と低誘電損失(0 . 005以下)。に固有の PCBボード 携帯電話の, また、多層ラミネーションの特性を有する必要がある, 単純なPCB処理技術, 完成ボードの高信頼性, 小さいサイズ, 高集積, 低コスト. ますます激しい市場競争に挑戦するために, 電子技術者は材料性能の間妥協しなければならない, コスト, 加工技術の難しさと仕上げ板の信頼性. 下, 回路基板製造者の編集者は、PCB高周波ボード及びその製造方法及び製造方法を選択する方法を詳細に説明する.

一つ、高周波ボードの定義
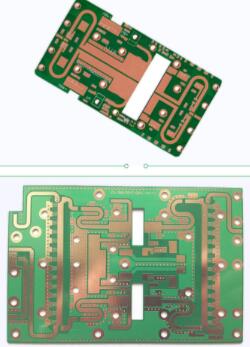
高周波板は、高い周波数(300 MHz以上の波長または1メートル未満の波長)およびマイクロ波(3 GHz以上の周波数または0.1メートル未満の波長)に使用される、より高い電磁周波数を有する特別なPCB回路基板を指す。マイクロ波ベース材料です。銅張板は、通常の硬質回路基板製造方法の工程の一部を使用して製造した回路基板であり、特別な処理方法を用いて製造される。一般的には、1 GHz以上の周波数の回路基板として高周波基板を定義することができる。
科学技術の急速な発展に伴い,マイクロ波周波数帯(>1 ghz),ミリ波帯(30 ghz)でもますます多くの機器設計がなされている。これは、周波数が高くなってきており、回路基板は材料の要求が高くなっていることを意味している。例えば、回路基板基板材料は、優れた電気的特性、良好な化学的安定性を有し、電力信号周波数の増加に伴う基板上の損失は非常に小さいので、高周波ボードの重要性が強調される。
PCB高周波ボード応用分野
移動通信製品;
参考にして、電力増幅器、低雑音増幅器等
電源は、電力スプリッタ、カプラー、デュプレクサ、フィルタおよび他の受動部品;
自動車の衝突防止システム、衛星システム、無線システム、その他の分野。電子機器の高周波は開発動向である。
第三に、高周波ボードの分類
粉末セラミック充填熱硬化性材料
エーメーカー
ロジャーズ' 450 B / 4003 C ;
アーロンの25 N / 25 FR ;
TaconicのTLGシリーズ。
処理方法
処理工程は、エポキシ樹脂/ガラス織布(FR 4)と同様であるが、比較的脆く、割れやすい。ドリルやゴングでは、ドリルとゴングナイフの寿命を20 %削減する。
TapFe(PTFE)材料
エーメーカー
1、タイジングマイクロ波のF 4 B、F 4 BM、F 4 BK、TP - 2;
2、TaconicのRFシリーズ、TLXシリーズ、シリーズ
3、ロジャーズ' RO 3000シリーズ、RTシリーズ、TMMシリーズ;
4、アーロンの広告/ ARシリーズ、isocladシリーズ、Cucladシリーズ。
処理方法
(1)切削材:傷を防ぐために保護膜を切断しておくこと
2 .掘削
1つのブランドの新しいドリル(標準130)を使用して、1つは最高、プレッシャーフットの圧力は40 psiです
穴をあけた後、空気銃を使用して穴の塵を吹き出す;
(3)アルミニウム板をカバー板とし、1 mmのメラミン裏打ち板を用いてPTFE板を締める
4 .最も安定した掘削リグとドリルパラメータを使用する(基本的に、穴が小さく、ドリル速度が速く、チップ負荷が小さく、復帰速度が小さい)。
三穴処理
「プラズマ処理やナトリウムナフタレン活性化処理は、ホールメタライゼーションを行う。
4 pth重銅
マイクロエッチング(マイクロエッチングレートが20マイクロインチによって制御された後)、PTHは、デオイラーシリンダから基板に引き込まれる
必要に応じて2番目のPTHを渡し、予想されるシリンダからボードを起動する必要があるだけです。
はんだマスク
1 .前処理:機械洗浄ではなく、ボードを洗浄するために酸を使用する
前処理後、プレート(90度摂氏30分)を焼いて、緑色の油をブラシで固めます。
3段焼成:1つのセクションは、80℃、摂氏100度、150度であり、その時間は30分ごと(基板表面が油性であるとわかるならば、あなたは再加工することができます:緑色の油を洗浄し、それを再起動することができます)。
ゴングボード
PTFE基板の回路面に白紙を敷いて、FR−4基板またはフェノールベース板を厚さ1.0 mmのエッチングで上下にクランプして銅を除去する。
ゴングボードの背面のバリは、基板と銅表面への損傷を防止し、その後、硫黄フリー紙のかなりのサイズによって分離され、視覚的に検査された手で慎重にトリミングされる必要があります。burrsを減らすために、重要な点はゴングボードプロセスが良い影響を与えなければならないということです。
プロセスフロー
NPTHのPTFEシート処理フロー
材料切削ボーリングドライフィルム検査エッチング
PTHのPTFEシート処理フロー
切削穴処理(プラズマ処理またはナトリウムナフタレン活性化処理)-銅浸漬ボード電気ドライフィルム検査図電気エッチング腐食検査はんだマスク文字スプレースズ成形テスト最終検査包装出荷
5:要約:困難 高周波ボード処理
(1)浸漬銅:穴壁は銅では容易ではない
図の転送、エッチング、線幅ラインギャップ、サンドホールの制御;
3 .グリーンオイルプロセス:グリーンオイル付着、グリーンオイル発泡制御;
(4)各工程の表面についての厳密に制御された傷等。