RF多層PCBの設計と加工の歴史全体を見渡すと、利用可能な結合方法は大きく分けて以下の3種類に分けることができる:
3.1直接接着
無線周波数材料及び関連無線周波数回路PCBプリント基板の製造の長い歴史の中で、多層実装の第1の方法は直接接着又は溶融接着である。
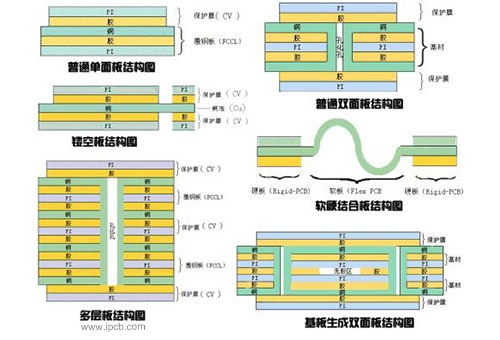
直接接着は実施中にいくつかの困難に遭遇する可能性がある。確かに、この多層接着方法はフィルム材料を接着する必要はないが、軟化したPTFE表面を直接溶着するには、誘電体コア材料の融点以上に温度を上げる必要がある(図1)。
したがって、直接接着方法の選択は、高温積層装置の能力に依存しなければならない。そうでなければ、これは空論であり、実現できない。

もちろん、一部の会社は高温積層装置の能力がないという苦境に直面しており、卵を産むことや関連するPTFE基材メーカーと協力して多層接着の問題を解決することができる。
有効で信頼性の高い接合を得る観点から見ると、直接接合技術は確かにユニークである。専門知識分析(類似適合性原理に基づく)によると、バルク結合はすべての結合の中で最も価値がある。最も高い接着品質、最も理想的な接着信頼性技術を推奨します。
また、多層回路の相互接続方法は、従来の相互接続技術に限定されない。例えば、上下の「猟犬歯」相互接続孔の設計が登場している。上述の「猟犬歯」相互接続穴に要求されるRF多層板の製造については、相関層回路相互接続処理を基礎として選択し、正確な位置決めシステムを使用して、直接結合方法を使用して最終的に設計要求の相互接続を実現することを確保することができる。
以下の熱可塑性フィルムと熱硬化性プリプレグ接着技術について、それはその特徴と優位性があり、設計中に遭遇したいくつかの問題、例えばいくつかのデバイスの埋め込み設計と応用、内層高精度回路の製造と多層を解決することができる。多層圧力などを実現する。
最後に、熱可塑性フィルムと熱硬化性プリプレグの開発はPTFE誘電体基板製造会社の目標の実現に基づいて、現在のプリント基板製造会社の設備能力を結合する。、関係者だけが体験できます。
3.2熱可塑性フィルムの接着
RF多層PCBの製造と開発の全過程において、熱可塑性フィルム接着材料はRF多層板の設計と選択または加工の良好な選択である。通常、レイアウト中には、多層クランプを実現するためにフィルムが横方向に配置される。
その中で、知られていないが注目すべきは、選択された熱可塑性フィルム接着材が積層中の加熱過程を満たす必要があることである。言い換えれば、このような熱可塑性フィルム接着材料の融点は、327°C(620°F)におけるRF誘電体コアプレートポリテトラフルオロエチレン樹脂の融点よりも低い必要がある。
接着剤フィルムは、積層温度が上昇し、熱可塑性フィルムの融点を超えるにつれて流動し始める。積層装置がサンドイッチに均一な圧力を加えるのを助けて、それは接着層の表面の銅層回路に充填される。の双曲線コサインを返します。
一般に、熱可塑性フィルム接着材は、積層温度に応じて、以下の2種類に大別される。
(1)220℃積層温度制御
このような低温熱可塑性フィルム接着材の使用には、Rogers 3001が好ましい。
(2)290℃積層温度制御
上記低温接着材とは異なり、積層温度が高い熱可塑性フィルム接着材が広く用いられている。
どのように選択するかは、典型的には、経験した熱プロセス、接着用フィルムの融点、信頼性要件を含む、後続の多層PCB加工のプロセス経路に依存する。
3.3熱硬化性プリプレグ接着
第3の接着方法は、熱硬化性接着プリプレグを使用する必要がある。圧縮される熱硬化性プリプレグが充填された多層板をクランプ、位置決め、およびクランプし、次いで温度プログラミング操作を行う。
熱硬化性プリプレグは、PTFE芯材327°C(620°F)の融点よりも低い低い接着温度を有することが多い。
積層温度が徐々に上昇するにつれて、プリプレグ樹脂は流動し、圧縮される多層PCBに付着した均一な圧力に助けられて銅回路パターンの間に充填される。
多層混合積層板構造に用いられる従来のFR−4誘電体材料及びPTFE誘電体積層板では、経験上、エポキシプリプレグが選択されることが多い。しかし、エポキシ樹脂プリプレグを選択する際には、電気的性質への影響を注意深く考慮しなければならない。