Sélection, production et traitement de plaques haute fréquence
Définition de carte haute fréquence PCB
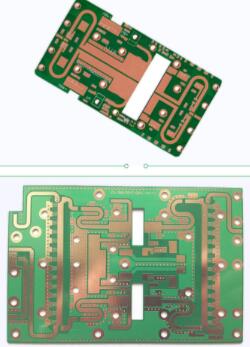
Les cartes haute fréquence sont des cartes de circuits imprimés spécialisées à haute fréquence d'induction électromagnétique utilisées dans les industries des hautes fréquences (fréquences supérieures à 300 MHz ou longueurs d'onde optiques inférieures à 1 m) et du chauffage par micro - ondes (fréquences supérieures à 3 GHz ou longueurs d'onde optiques supérieures à 0,1 m). Il s'agit d'une méthode universelle de fabrication de plaques imprimées rigides à base de films de Polyimide. Il fait partie du processus de chauffage par micro - ondes ou d'une carte de circuit imprimé produite avec des solutions uniques. D'une manière générale, une carte haute fréquence peut être considérée comme une carte PCB dont la fréquence est supérieure à 1 GHz.
Avec le développement rapide de la science et de la technologie, de plus en plus de machines sont conçues pour la bande de fréquence de chauffage par micro - ondes (> 2 gbhz) et même pour l'industrie des Ondes Centimétriques (30 GHz), ce qui représente également des fréquences plus élevées et des exigences plus élevées pour les Substrats de PCB. Par exemple, la matière première du substrat doit avoir des propriétés électriques de haute qualité et une excellente fiabilité chimique organique. Avec l'augmentation de la fréquence des données d'alimentation à découpage, la loi d'endommagement du matériau de base est très faible, ce qui souligne la nécessité d'une carte haute fréquence.

II. Utilisation principale de la plaque haute fréquence
1. Produits de communication mobile, logiciel de système d'éclairage intelligent
2. Amplificateur de puissance, amplificateur à faible bruit, etc.
3. Diviseur de puissance, coupleur, duplexeur, filtre et autres équipements de capteur à micro - ondes
4. La haute fréquence des produits électroniques est la tendance du développement dans les domaines du logiciel du système d'évitement des collisions automobile, du logiciel du système de communication par satellite, du logiciel du système de communication sans fil, etc.
Iii. Classification des plaques haute fréquence
3.1 ajouter des matières premières en plastique thermodurcissables à la céramique en poudre
A. fabricant:
1. Rogers 4350b / 4003c, ro3000, RT, produits de série de TMM
2. Produits de la série 25n / 25fr, AD / AR, isoclad, cuclad par Arlon Enterprise
3. Produits de série d'entreprise tactique tlg, RF, tlx, tly
4. TP - 2, f4b, f4bm, f4bk pour le chauffage par micro - ondes de Taixing
B. méthodes de production et de transformation:
Les étapes de production et de traitement de la plaque haute fréquence et du cylindre en résine époxy / verre feuilleté (fr4) sont similaires, sauf que la plaque est relativement fragile et facile à casser. La durée de vie de la buse et du couteau à Gong doit être réduite de 20% lors du perçage et du Gong.
1. Matériel de coupe: Assurez - vous de préserver le matériel de coupe de film de protection pour éviter les rayures et le gaufrage
2. Poinçonnage:
1. La pression de travail du pied - de - biche est de 40psi avec le foret 130 nouvellement amélioré
2. Le bloc d'aluminium est le couvercle arrière, puis serrez fermement la plaque de PTFE avec le bloc de vaisselle en mélamine millimétrique
3. Après avoir percé le trou, soufflez la suie à l'intérieur du trou avec un pistolet à air chaud
4. Utilisez la foreuse la plus stable, les principaux paramètres de perçage (la plupart des trous sont plus petits, plus la vitesse de perçage est rapide, plus la charge de copeaux est faible, plus la vitesse de retour est faible)
3. Solution de trou
Traitement plasma ou solution active de naphtalène sodique favorisant la métallisation des pores
4. PTH cuivre coulé
1. Après la micro - Gravure (le taux de micro - gravure est contrôlé à 20 micro - pieds), commencez à tirer la plaque du cylindre hydraulique dans PTH
2. Si nécessaire, par le deuxième PTH, il suffit de démarrer la plaque à partir du cylindre estimé ã
4. Masque de soudage
5. Solution précédente: choisissez la plaque de lavage acide et alcalin au lieu de l'équipement mécanique pour broyer la plaque
1. Avant de dissoudre, après la plaque de cuisson (90 ° C, 30 minutes), badigeonner d'huile verte et sécher
2. Le papier de cuisson est divisé en trois parties: une partie de 80 ° C, 100 ° C et 150 ° C pendant 30 minutes (peut être réparé si vous trouvez des éclaboussures d'huile sur la surface du substrat: laver l'huile verte et resolve le problème d'activité)
6, Gong Board
Le papier de soie est étalé sur une plaque de polytétrafluoroéthylène, collé sur les côtés gauche et droit avec un substrat fr - 4 ou un substrat de résine phénolique d'une épaisseur de 1,0 mm, le procédé de gravure élimine le cuivre:
Les bavures sur les bords des gongs doivent être soigneusement réparées à la main pour éviter d'endommager le substrat et la surface en cuivre, puis séparées avec du papier sans soufre de spécification spéciale et examinées. Pour réduire les bavures, le plus important est la plaque de Gong entière. L'effet pratique de ce processus devrait être bon.
Quatrièmement, le processus de production
1.ptfe plaque de production de npth étape de traitement: découpe poinçonnage inspection du film humide processus de gravure inspection de la corrosion soudage masque identifier jet d'étain moulage inspection complète emballage expédition
2, PTH feuille de polytétrafluoroéthylène étape de production et de traitement: solution de poinçonnage de coupe (traitement plasma ou solution active de naphtalène de sodium) - plaque de cuivre trempé film électro - humide détection d'images processus de gravure électrique détection de corrosion résistance soudage identification étamage moulage détection inspection complète emballage expédition
V. Résumé
Problèmes de production et de traitement de plaques haute fréquence
1. Cuivre trempé: le bord du trou n'est pas facile à cuivrer
2. Transfert de carte, processus de gravure, route vacante pour les limites graphiques, fonctionnement des yeux de sable
3. Processus d'huile verte: opération d'adhérence d'huile verte et de mousse d'huile verte
4. Contrôle strict des rayures de surface de chaque processus