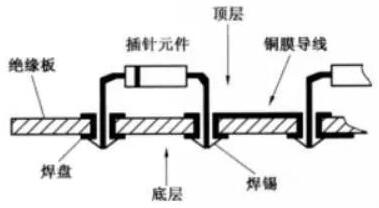
Retour de pâte à souder de prise de carte de circuit imprimé
En général, les fabricants de cartes de circuits imprimés effectuent un assemblage en technologie mixte (soudure) (technologie hybride) sur les cartes de circuits imprimés; C'est ce que l'on appelle le soudage à reflux de pâte à souder SMT, ainsi que le soudage par vagues à travers les trous et d'autres processus avant et après la participation. Ces pratiques sont pratiquées depuis de nombreuses années et, même en entrant dans l'ère du soudage sans plomb, elles peuvent encore être produites conformément à la loi. Le problème est que la chaleur du soudage sans plomb augmente considérablement. Les plaques et les composants sont déjà en danger même si l'avant et l'arrière sont renvoyés deux fois. Si vous ajoutez une autre vague de soudure par crête, bien sûr, ce sera encore pire. De plus, il y a de moins en moins de pièces de rechange en plus des produits de grande taille et bas de gamme, de sorte que la valeur de survie du soudage par vagues a vraiment de la place pour un examen.
Actuellement, les pièces encore nécessaires pour le soudage à la vague sont principalement des connecteurs, ou des assemblages plus puissants ou enfichables, mais leur nombre diminue. Ces points de soudure de résistance structurelle sont toujours dominés par le soudage par emboîtement, car leur résistance à la traction est en moyenne 10 fois supérieure à celle du SMT. Il y a de nombreuses années déjà, afin d'économiser la charge de l'équipement de soudage à la vague et de l'administration, certains fabricants ont essayé une méthode de « trou de pâte à souder» en utilisant un reflux d'air chaud au lieu de la soudure à la vague pour compléter le soudage et le remplissage en étain des douilles à broches. Cette méthode est connue sous le nom de « fixation dans le trou» (PIH) ou « fixation dans le collage» (PIP). Il est maintenant de plus en plus populaire dans l'assemblage de cartes de circuits imprimés de téléphones portables. Le coût semble raisonnable pour ceux qui n'ont pas installé une machine de soudage à la vague.

1.preparation à l'avance (1) différences de résistance à la chaleur lorsque vous changez la soudure à crête de broche d'origine en soudure à reflux à l'intérieur du trou de pâte d'étain, la question la plus importante est de savoir si le corps de la pièce peut résister à un test thermique intense de reflux sans plomb sans blessure. Il est à noter que lors du soudage par vagues, bien que le fond du fond soit soumis à une température élevée de l'ordre de 4 secondes à 270°c, le corps de la partie éloignée de la vague d'étain par le PCB ne dépasse pas 160°c même après le passage de deux vagues d'étain. En ce qui concerne le préchauffage, la face supérieure du milieu est à seulement 120 ° c. Cependant, la méthode de reflux est très différente. Non seulement le corps de la pièce doit être exposé directement à un point de fusion de 220°C ou plus et soumis à un flux de gaz chaud, mais le Tal (durée de fusion de l’étain) doit également dépasser 60 secondes. Il est donc bien connu que la résistance thermique d'un élément PIH est tout à fait différente de celle d'un soudage par vagues et doit répondre aux exigences essentielles d'un SMD général.
(2) prise en compte de la quantité de remplissage d'étain dans le processus de fabrication du circuit imprimé, la composition du rapport pondéral de la pâte à souder est de 88 à 90% de métal, les 10 à 12% restants étant des matériaux auxiliaires organiques. Mais le rapport volumique est la moitié de chaque, de sorte qu'après avoir terminé la guérison et la condensation en points de soudure, son volume se contractera d'au moins la moitié. Par conséquent, les exigences relatives à la teneur en étain doivent être prises en compte lors de la conception des pores. La règle générale est que la taille de l'ouverture supérieure au diamètre du pied rond ne doit pas dépasser 10 mi1 (c'est - à - dire 5 mi1 d'un côté). S'il s'agit d'un pied carré, lorsque l'épaisseur mesurée sur la diagonale est comparée à l'ouverture, la différence entre les deux ne doit pas dépasser 5 mm. Ce n'est qu'ainsi que la hauteur d'étain dans les pores après reflux peut facilement atteindre la spécification bien connue J - STD - 001d Tableau 6 - 5 pour au moins 75% d'étain.
Volume de remplissage
Figure 2: La quantité de remplissage en étain sur la figure de gauche est acceptable, mais sur la figure de droite, seule l'étain imprégné d'un demi - trou atteint nettement moins de 75% de la longueur du trou.
(3) l'ouverture de la plaque d'acier. Pour remplir correctement les trous d'épingle dans les trous d'épingle, le volume de pâte à souder imprimé par la raclette doit être suffisamment grand. Ainsi, pour cette pâte PIH, la même plaque d'acier doit utiliser la méthode de surimpression élargie. C'est - à - dire, la plaque d'acier doit être plus épaisse et l'ouverture doit être plus grande que l'anneau de trou, de sorte que la quantité de pâte d'impression est à peine suffisante. En effet, pour d'autres petites cales, l'épaississement de la tôle d'acier n'est pas facile à réaliser. En revanche, pour les pâtes à souder qui s'étendent au - delà de la surface de l'anneau, il n'y a pratiquement pas besoin de s'inquiéter de la perte vers l'extérieur, car une forte cohésion dans le processus de guérison tire sur la quantité d'étain à la périphérie. Retournez au Centre pour ne pas avoir à vous soucier des courts - circuits après la soudure.
Image visuelle sombre de la tranche PIH
Figure 3. Les deux images sont des images en vue sombre de tranches PIH. La quantité insuffisante d'étain dans l'image de gauche doit correspondre à la quantité insuffisante de pâte d'impression.
Ceci est également lié à un grand écart entre le diamètre des pores et le chemin du pied, généralement moins de 10 mil entre les deux.
Il existe également un moyen simple de ne pas augmenter l'épaisseur de la tôle d'acier, en imprimant simplement la pâte à souder deux fois et en utilisant l'expansion de l'impression, il est également possible d'obtenir une quantité de remplissage d'étain dans le trou. Pour un procédé d'impression en superposition de deux plaques imprimant d'abord une pâte mince, puis une pâte épaisse, il n'est pas approprié en termes de coût et de structure, mais il est très avantageux pour un assemblage intensif sans espace d'expansion. Il convient toutefois de noter qu'après augmentation de la quantité de pâte à souder, le résidu de flux augmente également. Cela causera inévitablement des problèmes pour l'inspection visuelle.
Gratter une plaque d'acier deux fois
Figure 4. La même plaque d'acier peut être grattée deux fois d'avant en arrière pour augmenter la quantité de pâte à souder imprimée dans le trou.
Réduire l'angle d'attaque du racleur
Figure 5. Réduire l'angle d'attaque de la raclette (de 60° à 45° à gauche) augmentera la quantité de pâte entrant dans le trou.
L'image de droite montre que le pied de coupe n'est pas trop long pour ne pas piquer la pâte à souder, réduire le remplissage en étain et causer d'autres problèmes.
2. Construction sur site (1) Méthode de boucle de trou de couverture c'est une pratique précoce. Il utilise des ouvertures de tôle d'acier pour couvrir tous les orifices PTH et la surface de l'Anneau avec de la pâte à souder et réduit intentionnellement l'angle d'attaque de la raclette ou les deux éraflures pour augmenter la quantité de pâte à souder entrant dans le trou. Les broches à extrémités arrondies ou coniques sont ensuite percées dans les trous, puis le reflux est effectué. L'inconvénient de cette méthode est que la pâte à souder est souvent extrudée ou pelée par des broches trop longues, ce qui peut causer beaucoup de problèmes. Il est préférable de couper la longueur du pied, à condition que l'épaisseur de la plaque soit légèrement supérieure à 50 mils, ce qui permet d'obtenir de bons points de soudure.
(2) La méthode d'amplification à sens unique ou côté pluie de l'anneau de trou utilise délibérément une tôle d'acier évasée pour surimprimer une grande quantité de pâte à souder (over P print), ce qui permet au retour de broche de répondre aux exigences de la spécification pour la quantité d'étain chargée (75%). Actuellement, la méthode d'impression de colle double face sur les deux côtés de l'anneau est plus populaire. Parce que les trous ne sont pas entièrement recouverts, il n'y aura pas de problème à Extruder la pâte à souder des broches. Cependant, cette technique d'agrandissement doit également indiquer s'il y a suffisamment d'espace sur la surface comme compromis architectural.
Tranches de PIH en étain entier
Figure 6. Dans le coin supérieur gauche sont diverses attentes de soudure avec de l'étain supplémentaire et dans le coin inférieur gauche sont les tranches PIH avec de l'étain entier.
En haut à droite se trouve la prédiction supplémentaire publiée sur Print - paste et en bas à droite se trouve la veille de la prédiction.
(3) Méthode d'anticipation supplémentaire même avec une méthode d'expansion double ou simple face, il est difficile de remplir les trous d'épingle avec de l'étain pour répondre aux exigences de la spécification, alors j'ai dû ajouter un petit morceau de barre préformée de soudure préformée à la surface de la pâte à souder expansée. Cette attente est de poinçonner les différentes lamelles avec une soudure plate, totalement exempte de toute matière organique, donc d'un volume très solide et d'un très bon résultat après soudage (les produits les plus récents promettent également de fixer le flux). Cependant, en raison du marché limité et des prix très élevés (jusqu'à 2 ntd pour un seul bloc), l'action de placement automatique est également un casse - tête. En fait, pour un problème aussi délicat, tant que la main - d'œuvre est assez bon marché et le processus assez bon, la méthode de soudage à la main du fer à souder reste la meilleure option.
PIH ajouté au processus SMT double face
Figure 7. C'est la description de l'ajout du PIH au procédé SMT double face, c'est - à - dire lorsque la surface supérieure est refoulée,
C'est - à - dire, fixez d'abord le pied et Pliez - le sur la face supérieure, puis retournez - le pour terminer le collage et collez - le sur la face inférieure.
De plus, la pâte à souder est injectée dans le point de soudure et enfin le PIH et la surface inférieure sont resoudés simultanément.
(4) Méthode d'extrusion locale de la sortie de la broche (distribution) Lorsque la face avant de la plaque est retournée, insérez la broche de chaque insert dans le trou et Pliez la queue traversée. Lorsque le volet effectue le brossage de la pâte à souder sur le revers, utilisez un bras robotisé pour presser la pâte à souder à un point fixe. Après avoir placé la queue de pied dans le four, vous pouvez compléter deux types de reflux pour l'insertion et le collage de la face inférieure.
Troisièmement, le problème indésirable se pose à nouveau pour les cartes multicouches de cartes de circuits imprimés de téléphones portables et d'autres appareils électroniques portables, les deux côtés doivent être refondus et soudés avec différents types de composants de montage, mais il existe également des emplacements de soudage qui nécessitent une meilleure résistance (comme les prises de charge, etc.). Il est toujours recommandé d'utiliser un bouchon de soudage via. Bien sûr, pour une si petite quantité de demande, il est impossible de faire de petites choses, puis de faire une autre soudure à la vague. Ainsi, les méthodes PIH ou PIP d'injection de pâte à souder dans les trous sont récemment devenues populaires. Le côté gauche de l'image ci - dessous est le trou traversant traité OSP de la carte de téléphone, la conception des anneaux des deux côtés est délibérément agrandie.