Обратный ток пластыря
Как правило, производители монтажных плат проводят сборку гибридной (сварной) технологии (гибридной технологии) на монтажных платах; То есть так называемая сварка обратного потока SMT - пасты, плюс сварка пиковой волны через отверстие и другие два процесса до и после участия. Эти практики практикуются в течение многих лет, и даже если они вступают в эпоху безсвинцовой сварки, они все еще могут быть произведены в соответствии с законом. Проблема в том, что тепло сварки без свинца значительно увеличилось. Даже при обратном потоке спереди и сзади пластины и компоненты уже находятся в опасности. Если добавить еще одну волновую пиковую сварку, ситуация, конечно, будет еще хуже. Кроме того, в дополнение к продуктам большого и низкого уровня, запасных частей становится все меньше и меньше, поэтому жизненная ценность сварки на волнах действительно имеет место для рассмотрения.
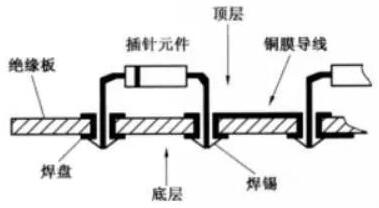
В настоящее время детали, которые все еще необходимы для сварки волн, в основном являются разъемами или более мощными или подключаемыми компонентами, но их количество снижается. Эти сварочные точки структурной прочности по - прежнему в основном связаны с сваркой, так как их прочность на растяжение в среднем в 10 раз выше, чем у SMT. Еще много лет назад, чтобы сэкономить нагрузку на оборудование и управление волновой сваркой, некоторые производители экспериментировали с методом « отверстия для сварки пасты», используя обратный поток горячего воздуха вместо волновой сварки, чтобы завершить сварку и оловянное заполнение штыревой розетки. Этот метод называется "фиксация в отверстии" (PIH) или "фиксация в вставке (PIP)". В настоящее время он становится все более популярным в сборке мобильных плат. Для тех, кто не установил волновой сварочный аппарат, стоимость кажется разумной.

1. Предварительная подготовка (1) Разница в термостойкости При замене оригинальной сварки на сварку с пиком волны на сварку с обратным током внутри отверстия наиболее важным вопросом является то, может ли корпус детали выдержать мощное тепловое испытание без ущерба для возврата свинца. Следует отметить, что во время сварки волн, хотя нижнее дно выдерживает около 4 секунд высокой температуры при 270 °C, тело, удаляющееся от оловянной волны через PCB, не превышает 160 °C даже после прохождения двух оловянных волн. Что касается подогрева, то верхняя поверхность посередине составляет всего 120 °C. Однако методы обратного потока сильно отличаются. Субъект детали должен не только подвергаться прямому воздействию температуры плавления 220 ° C или выше и подвергаться воздействию теплового потока, но и TAL (длительность плавления олова) превышает 60 секунд. Таким образом, хорошо известно, что термостойкость PIH - элементов полностью отличается от сварки на волнах и должна соответствовать основным требованиям общего SMD.
(2) Учет наполнения оловом В процессе изготовления монтажных плат соотношение веса сварной пасты составляет 88 - 90% металла, остальные 10 - 12% - органические вспомогательные материалы. Но отношение объема составляет половину каждого, поэтому после завершения исцеляющего слияния и конденсации в точку сварки его объем сократится не менее чем наполовину. Поэтому требования к содержанию олова должны учитываться при проектировании апертуры. Общее эмпирическое правило заключается в том, что размер отверстия, превышающего диаметр круглой ступни, не должен превышать 10mi1 (т.е. 5mi1 с одной стороны). Если это квадратный фут, разница между толщиной, измеренной на диагонали, и апертурой не должна превышать 5 миль. Только таким образом высота концентрата может легко соответствовать хорошо известной норме по крайней мере 75% олова в таблице 6 - 5 J - STD - 001D.
Объем наполнения
Рисунок 2: Наполнение оловом на левом рисунке является приемлемым, но на правом рисунке только полуотверстие, пропитанное оловом, явно не достигает 75% длины отверстия.
(3) Открытия стальных листов. Для правильного заполнения игольчатых отверстий объем пасты, напечатанной скребками, должен быть достаточно большим. Таким образом, одна и та же стальная плита должна использовать метод расширенной печати для этой PIH - пасты. То есть стальная пластина должна быть толще, отверстие должно быть больше, чем кольцо отверстия, поэтому количество печатной пасты едва ли достаточно. На самом деле, для других маленьких прокладок утолщение стали нелегко достичь. Напротив, для пасты, которая простирается за пределы поверхности кольца, на самом деле не нужно беспокоиться о потере наружу, потому что сильная сплоченность в процессе заживления тянет количество олова на периферии. Возвращайтесь в центр, чтобы не беспокоиться о коротком замыкании после сварки.
PIH - изображение темного зрения.
Диаграмма 3. Оба изображения представляют собой изображение с темным видом на PIH - срез. Недостаток олова на левом изображении должен соответствовать дефициту мази для печати.
Это также связано с большим разрывом между апертурой и диаметром стопы, который обычно составляет менее 10 миль.
Существует также простой способ, который не требует увеличения толщины листовой стали, просто напечатайте пасту дважды и с помощью расширения печати также можно достичь наполнения отверстия оловом. Метод наложения двух пластин для печати тонкого раствора, а затем толстого раствора, не подходит с точки зрения затрат и структуры, но очень полезен для плотной сборки без какого - либо расширения. Однако следует отметить, что после увеличения количества паяльной пасты увеличивается и остаточный состав флюса. Это неизбежно вызовет проблемы с визуальным осмотром.
Дважды соскребать стальную плиту.
Диаграмма 4. Одна и та же стальная плита может быть побрена дважды, чтобы увеличить количество паяльных паст, напечатанных в отверстии.
Уменьшить угол атаки скребка
Диаграмма 5. Уменьшение угла атаки скребка (от 60° до 45° слева) увеличит количество пасты, поступающей в отверстие.
Правый рисунок показывает, что режущая нога не должна быть слишком длинной, чтобы не ткнуть сварочную пасту, уменьшить оловянное наполнение, принося другие неприятности.
2. Строительные работы на объекте (1) кольцевой метод крышки отверстия, который является ранней практикой. Он использует стальные отверстия, чтобы покрыть все отверстия PTH и поверхность кольца пастой и намеренно уменьшить угол атаки или царапины скребка дважды, чтобы увеличить количество пасты, входящей в отверстие. Затем в отверстие вводятся штыри с круглым или коническим концом, после чего происходит обратный ток. Недостатком этого метода является то, что сварочная паста часто выдавливается или отслаивается слишком длинными выводами, что вызывает много проблем. Лучше всего вырезать длину ноги, если толщина пластины чуть больше 50 метров уха, чтобы получить хорошую точку сварки.
(2) При одностороннем или дождевом усилении кольца отверстия намеренно используется большое количество сварной пасты (Over P Print) из листовой пластины с расширенным отверстием, так что обратный поток выводов может соответствовать нормативным требованиям к наполнению оловом (75%). В настоящее время двухсторонняя вставка и печать более популярны по обе стороны кольца. Поскольку отверстие не полностью покрыто, не будет проблем с экструзией пасты от штыря. Тем не менее, эта технология усиления также должна показать, достаточно ли места на поверхности в качестве строительного компромисса.
Полнооловянный PIH - срез
Диаграмма 6. В левом верхнем углу находится ожидание различных припоев с дополнительным оловом, а в левом нижнем углу - PIH - срез с полным оловом.
В правом верхнем углу напечатан дополнительный прогноз, опубликованный на вставке, а в правом нижнем углу - прогноз за день до этого.
(3) Дополнительный метод ожидания, даже при двухстороннем или одностороннем расширении, трудно заполнить иголку оловом, чтобы соответствовать нормативным требованиям, поэтому мне пришлось добавить небольшой кусок предварительно сформированного сварочного стержня на расширяющуюся поверхность пасты. Это ожидание состоит в том, чтобы штамповать различные тонкие пластины плоским припоем, полностью не содержащим никаких органических веществ, поэтому объем очень прочный, а эффект после сварки очень хороший (новейшие продукты также, как ожидается, будут прикреплены к флюсу). Однако из - за ограниченного рынка цена очень дорогая (небольшая плата до 2 долларов NT), автоматическое размещение также вызывает головную боль. На самом деле, для такой сложной проблемы, пока рабочая сила достаточно дешевая, а технология достаточно хорошая, метод ручной сварки паяльника остается лучшим выбором.
PIH добавляется в двухсторонний SMT - процесс.
Диаграмма 7. Это описание добавления PIH в двухсторонний процесс SMT, когда верхняя поверхность возвращается,
То есть сначала закрепите и согните ноги на верхней поверхности, а затем поверните их, чтобы завершить вставку и вставить на нижнюю поверхность.
Кроме того, в сварочную точку вводится сварочный паста, и в конце концов одновременно заново свариваются PIH и нижняя поверхность.
(4) Метод локального экструзии (точечный клей) на выходе из штыря При обратном потоке передней части пластины штырь каждого вставляемого устройства вставляется в отверстие и сгибается в хвост, который проходит. При нанесении щетки пасты на обратной стороне, используйте манипулятор для сжатия пасты в фиксированной точке. После того, как хвост ноги помещается в печь, можно завершить два обратных потока для вставки и вставки нижней поверхности.
В - третьих, непопулярные проблемы снова возникают для многоуровневых плат мобильных плат и других портативных электронных устройств, которые требуют обратного тока с обеих сторон и сварки различных типов монтажных компонентов, но есть также некоторые сварочные позиции, которые требуют лучшей прочности (например, зарядные розетки и т.д.). По - прежнему рекомендуется сварка с использованием сквозной пробки. Конечно, для такого небольшого количества потребностей невозможно суетиться, а затем сделать еще одну волновую сварку. Поэтому метод PIH или PIP, который помещает пасту в отверстие, в последнее время стал популярным. На рисунке ниже показано сквозное отверстие, обработанное OSP мобильной платы, и конструкция бокового кольца намеренно увеличена.