고주파 마이크로웨이브 보드의 가공 난점은 PTFE 보드의 물리적 및 화학적 성능을 기반으로 하며, 기존 FR4 프로세스와는 다른 가공 프로세스입니다.기존 에폭시 수지 유리섬유 복동층 압판과 같은 조건에서 가공하면 합격된 제품을 얻을 수 없다.
1) 드릴링: 베이스가 부드러우므로 드릴링에 사용되는 스택보드 수가 적어야 합니다.일반적으로 0.8mm의 보드 두께는 두 개의 스택에 적합합니다.속도가 느려야 합니다.신형 드릴을 사용하면 드릴의 상단과 스레드 각이 각각 특징이 있다.특수한 요구.
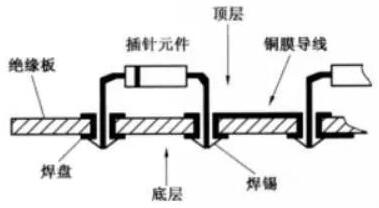
2) 인쇄 용접판: 판자가 식각된 후, 용접판을 인쇄하기 전에 롤러 브러시로 판을 광택을 내어 기판을 손상시키지 않도록 할 수 없다.화학적 방법으로 표면처리를 하는 것이 좋습니다.이렇게 하려면 회로기판을 다듬지 않고 용접막을 인쇄한후 회로와 구리의 표면이 균일하고 산화층이 없으며 이는 결코 쉬운 일이 아니다.
3) 뜨거운 공기의 흐름: 불소수지의 고유한 특성을 바탕으로 가능한 한 빨리 판재를 가열하는 것을 피해야 한다.주석을 뿌리기 전에 150 ° C에서 약 30 분 동안 예열 처리 한 다음 즉시 주석을 뿌리십시오.주석 탱크의 온도는 섭씨 245도를 초과해서는 안 된다. 그렇지 않으면 격리 패드의 부착력에 영향을 줄 수 있다.
4) 밀링 프로파일: 불소 수지가 부드럽고 일반 밀링은 가시가 많으며 평평하지 않으므로 적절한 전용 밀링으로 밀링해야 합니다.
5) 공정간 운송: 수직으로 배치할 수 없고 종이로 바구니에 평평하게 넣을 수 있으며 전체 과정에서 손가락 터치패드 안의 회로 도안을 허용하지 않는다.전체 과정은 스크래치와 스크래치를 방지합니다.회선 스크래치, 바늘구멍, 오목 및 오목 흔적은 신호 전송에 영향을 미치며 회로 기판은 거부됩니다.
6) 식각: 측면 침식, 톱니 및 갭을 엄격히 제어하고 선폭 공차 ±0.02mm를 엄격히 제어한다. 100배 확대경으로 검사한다.
7) 화학 구리 도금: 화학 구리 도금의 사전 처리는 테플론 판을 제조하는 어렵고 중요한 단계입니다.침동의 사전 처리 방법은 다양하지만 전반적으로 품질을 안정시키고 대량 생산에 적합한 두 가지 방법이 있습니다.
방법 1: 화학법: 4수소푸란 등 용액을 첨가하여 4불화에틸렌나트륨락합물을 형성하여 폴리테트라불화에틸렌이 공극중의 표면원자를 침식시켜 공극을 윤습하는 목적을 달성한다.이것은 고전적이고 성공적인 방법으로 효과가 양호하고 품질이 안정적이지만 맹독, 인화성 및 위험성을 가지고 있으므로 특별한 관리가 필요합니다.

방법 2: 플라즈마 (플라즈마) 방법: 진공 환경 (O2) 가스에서 4 불화 탄소 (CF4) 또는 아르곤 가스 (Ar2), 질소 가스 (N2) 및 산소를 두 고압 전원 공급 장치 사이에 주입하고 인쇄판을 두 전원 공급 장치 사이에 배치하여 빈 챔버에 플라즈마를 형성하여 구멍의 때를 제거하는 수입 장비가 필요합니다.이 방법은 만족스러운 균일한 효과를 얻을 수 있어 대량 생산이 가능하다.그러나 값비싼 장비 (기계당 약 10 만 달러 이상) 에 투자하기 위해 미국에는 APS와 March라는 유명한 플라즈마 장비 회사가 두 개 있습니다.
최근 몇 년 동안 국내의 일부 문헌에도 많은 다른 방법이 도입되었지만, 고전적이고 효과적인 방법은 위의 두 가지이다.
Islandu3.38 및 Rogers Ro4003 고주파 기판의 경우 PTFE 유리 섬유 기판과 동일한 고주파 성능과 FR4 기판과 유사한 손쉬운 가공 특성을 가지고 있습니다.이는 유리섬유와 도자기를 충전재로 사용하여 유리화전환온도가 높은 내열재료로서 Tg>280도이다.이런 베이스 드릴은 대량의 드릴을 소모하고 특수한 드릴 파라미터가 필요하다.밀링 프로파일을 자주 변경해야 합니다.그러나 다른 가공 공정은 유사하며 특별한 구멍 처리가 필요하지 않기 때문에 많은 PCB 제조업체와 고객의 인정을 받았습니다.그러나 Ro4003은 난연제가 함유되어 있지 않으며 판재 온도가 371도에 달하면 판재 연소를 일으킬 수 있다.국영 704공장 LGC-046편재는 변성 폴리페닐에테르(PPO)형으로 개전 상수는 3.2, 가공성능은 FR4이다.이 제품은 또한 많은 국내 주문에 사용할 수 있도록 승인되었습니다.