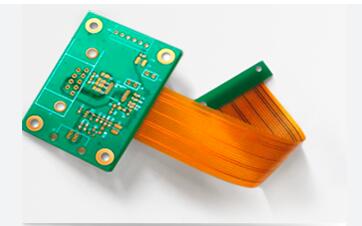
FPC ha un processo di assemblaggio e saldatura PCBA molto diverso dall'assemblaggio dei circuiti rigidi. FPC ha durezza insufficiente ed è relativamente morbido. Senza l'utilizzo di schede portanti dedicate, è impossibile completare il fissaggio e la trasmissione, così come i processi SMT di base come la stampa, il montaggio e il passaggio attraverso il forno.
1. Preelaborazione di FPC
FPC è relativamente morbido e generalmente non confezionato sottovuoto quando lascia la fabbrica. È facile assorbire l'umidità dall'aria durante il trasporto e lo stoccaggio. Il trattamento pre-cottura è richiesto prima della produzione di SMT per scaricare lentamente e con forza l'umidità. Altrimenti, sotto l'impatto ad alta temperatura della saldatura a riflusso, l'acqua assorbita da FPC vaporizza rapidamente in vapore acqueo e sporge da FPC, che può facilmente causare difetti come la delaminazione e la schiumatura di FPC.
Le condizioni di pre cottura sono generalmente 80-100 â per 4-8 ore. In circostanze particolari, la temperatura può essere elevata a oltre 125 , ma il tempo di cottura deve essere abbreviato di conseguenza. Prima della cottura, è necessario condurre un piccolo test del campione per determinare se il FPC può resistere alla temperatura di cottura impostata. Durante la cottura, FPC impilare non dovrebbe essere troppo, 10-20PNL è più adatto. Il FPC dopo la cottura non dovrebbe avere scolorimento evidente, deformazione, deformazione o altri difetti e può essere messo in produzione solo dopo aver superato l'ispezione IPQC.
2. Produzione del bordo portante dedicato FPC
Secondo il file CAD del circuito stampato, leggere i dati di posizionamento del foro del FPC per produrre modelli di posizionamento FPC ad alta precisione e schede portanti specializzate, in modo che il diametro del perno di posizionamento sul modello di posizionamento corrisponda al foro di posizionamento sulla scheda portanti e all'apertura del foro di posizionamento sul FPC. Molti FPC non sono dello stesso spessore a causa della necessità di proteggere alcuni circuiti o motivi di progettazione. Alcune aree sono spesse mentre altre sono più sottili, e alcune hanno persino piastre metalliche rinforzate. Pertanto, il giunto tra la piastra portante e FPC deve essere elaborato, lucidato e scanalato in base alla situazione reale per garantire che il FPC sia piatto durante la stampa e l'installazione. I requisiti materiali per la piastra portante sono leggeri, ad alta resistenza, meno assorbimento di calore, dissipazione rapida del calore e deformazione minima dopo shock termici multipli. I dati comunemente usati della piastra portante includono pietra sintetica, piastra di alluminio, piastra di silicone, piastra speciale d'acciaio magnetizzata resistente alle alte temperature, ecc.

FPC
3. FPC Processo di produzione
Prenderemo come esempio le piastre portanti ordinarie per approfondire i punti SMT di FPC. Quando si utilizzano piastre in silicone o dispositivi magnetici, il fissaggio di FPC è molto più conveniente e non richiede l'uso di nastro adesivo. I punti di processo di stampa, SMT, saldatura e altri processi sono gli stessi.
3.1 Fissazione del CCP
Prima di condurre SMT, il FPC deve essere fissato accuratamente sulla scheda portante. Va notato che più breve è il tempo di conservazione dal fissaggio del FPC sulla scheda portante alla stampa, al montaggio e alla saldatura, meglio è. Esistono due tipi di piastre portanti: con e senza perni di posizionamento. La piastra portante senza perni di posizionamento deve essere utilizzata insieme al modello di posizionamento con perni di posizionamento. In primo luogo, posizionare la piastra portante sui perni di posizionamento del modello, in modo che i perni di posizionamento siano esposti attraverso i fori di posizionamento sulla piastra di sovraccarico. Quindi, posizionare il FPC pezzo per pezzo sui perni di posizionamento esposti, fissarli con nastro adesivo e separare la piastra portante dal modello di posizionamento FPC per la stampa, il montaggio e la saldatura. Diversi perni di posizionamento della molla con una lunghezza di circa 1,5 mm sono già fissati sulla piastra portante con perni di posizionamento. FPC può essere posizionato direttamente sui perni di posizionamento della molla della piastra portante uno per uno e poi fissato con il nastro. Nel processo di stampa, il perno di posizionamento della molla può essere completamente premuto nella piastra portante dalla rete d'acciaio senza influenzare l'effetto di stampa.
Metodo 1 (Fissaggio del nastro biadesivo singolo) Utilizzare un nastro biadesivo sottile e resistente alle alte temperature per fissare i quattro lati del FPC sulla scheda portante, evitando qualsiasi deviazione o deformazione del FPC. La viscosità del nastro dovrebbe essere moderata, facile da staccare dopo la saldatura a riflusso e non dovrebbe esserci adesivo residuo sul FPC. Se viene utilizzata una macchina a nastro automatica, può tagliare rapidamente nastro di lunghezza costante, migliorare significativamente l'efficienza, risparmiare costi ed evitare sprechi.
Metodo 2 (Fissaggio del nastro biadesivo) In primo luogo, utilizzare nastro biadesivo resistente alle alte temperature per aderire alla scheda portante, con lo stesso effetto della scheda in silicone. Quindi, attaccare FPC alla scheda portante, prestando particolare attenzione alla viscosità del nastro non essendo troppo alta, altrimenti è facile causare lo strappo FPC quando si stacca dopo la saldatura a riflusso. Dopo il riscaldamento ripetuto, la viscosità del nastro biadesivo diminuirà gradualmente e deve essere sostituita immediatamente quando la viscosità è troppo bassa per fissare in modo affidabile il FPC. Questa stazione è una stazione chiave per prevenire la contaminazione da FPC e richiede di indossare culle per il lavoro. Prima di riutilizzare la scheda portante, deve essere pulita in modo appropriato. Può essere pulito con un tessuto non tessuto immerso nel detergente, o un rullo antipolvere antistatico può essere utilizzato per rimuovere polvere superficiale, perline di stagno e altri oggetti estranei. Quando si rimuove e si posiziona FPC, non utilizzare troppa forza in quanto FPC è fragile e incline a pieghe e fratture.
3.2 Stampa di pasta di saldatura di FPC
FPC non ha requisiti specifici per la composizione della pasta di saldatura e le dimensioni e il contenuto di metallo delle particelle di sfera di saldatura sono determinati dalla presenza di IC a passo fine sul FPC. Tuttavia, FPC ha requisiti elevati per le prestazioni di stampa della pasta di saldatura, che dovrebbe avere un'eccellente tiotropia. La pasta di saldatura dovrebbe essere in grado di stampare e staccare facilmente dallo stampo e aderire saldamente alla superficie del FPC, senza difetti come rilascio dello stampo, blocco dei fori della rete d'acciaio o collasso dopo la stampa.
A causa del carico di FPC sulla scheda portante, c'è un nastro adesivo resistente alle alte temperature per il posizionamento sul FPC, che causa la sua planarità per essere incoerente. Pertanto, la superficie stampata di FPC non può essere piana e ha spessore e durezza costanti come PCB. Pertanto, non è consigliabile utilizzare un raschietto metallico, ma dovrebbe essere utilizzato un raschietto in poliuretano con una durezza di 80-90 gradi. È meglio che la macchina da stampa della pasta di saldatura abbia un sistema di posizionamento ottico, altrimenti avrà un impatto significativo sulla qualità di stampa. Sebbene l'FPC sia fissato sulla scheda portante, ci saranno sempre alcuni piccoli spazi tra l'FPC e la scheda portante, che è la più grande differenza dalla scheda dura PCB. Pertanto, l'impostazione dei parametri delle apparecchiature avrà anche un impatto significativo sull'effetto di stampa.
La stazione di stampa è anche una stazione chiave per prevenire la contaminazione FPC. È necessario indossare le coperture per le dita per lavorare, pur mantenendo la pulizia della stazione, asciugando frequentemente la rete d'acciaio e impedendo alla pasta di saldatura di contaminare le dita dorate del FPC e i pulsanti dorati.
3.3 FPC SMT
Secondo le caratteristiche del prodotto, il numero di componenti e l'efficienza di montaggio, le macchine di montaggio medie e ad alta velocità possono essere utilizzate per il montaggio. A causa della marcatura ottica MARK utilizzata per il posizionamento su ogni FPC, non c'è molta differenza tra il montaggio SMD su FPC e il montaggio su PCB. Va notato che anche se l'FPC è fissato sulla scheda portante, la sua superficie non può essere piana come la scheda dura PCB e ci saranno sicuramente lacune locali tra l'FPC e la scheda portante. Pertanto, l'altezza di abbassamento dell'ugello di aspirazione, la pressione di soffiaggio, ecc. devono essere impostati con precisione e la velocità di movimento dell'ugello di aspirazione deve essere ridotta.
3.4 Saldatura a riflusso di FPC
Dovrebbe essere utilizzato un forno di saldatura a riflusso infrarosso a convezione dell'aria calda obbligatorio, in modo che la temperatura sul FPC possa cambiare in modo più uniforme e ridurre il verificarsi di difetti di saldatura. Se viene utilizzato nastro adesivo monolaterale, in quanto può fissare solo i quattro lati del FPC, la parte centrale è soggetta a deformazione sotto aria calda, causando l'inclinazione del cuscinetto di saldatura e lo stagno fuso (stagno liquido ad alta temperatura) fluirà, con conseguente saldatura vuota, saldatura continua e perle di saldatura, con conseguente un tasso di difetto di processo più elevato.
3.4.1 Metodo di prova della curva di temperatura
A causa delle diverse proprietà di assorbimento del calore della piastra portante e dei diversi tipi di componenti sul FPC, la velocità di aumento della temperatura dopo essere stato riscaldato durante il processo di saldatura a riflusso è diversa e la quantità di calore assorbito è anche diversa. Pertanto, l'impostazione accurata della curva di temperatura del forno di saldatura a riflusso ha un impatto significativo sulla qualità di saldatura. Un metodo più affidabile è quello di posizionare due schede caricate FPC prima e dopo la scheda di prova secondo la distanza effettiva di produzione. Allo stesso tempo, i componenti sono attaccati al FPC della scheda di prova e la sonda di temperatura della prova è saldata sul punto di prova con filo di saldatura ad alta temperatura. Allo stesso tempo, i fili della sonda sono fissati sulla scheda di prova con nastro resistente alle alte temperature. Si noti che il nastro resistente alle alte temperature non può coprire i punti di prova. I punti di prova devono essere selezionati vicino ai giunti di saldatura e ai perni QFP su ogni lato della scheda portante, in modo che i risultati della prova possano riflettere meglio la situazione reale.
3.4.2 Impostazione della curva di temperatura
Nel debug della temperatura del forno, a causa della scarsa uniformità di FPC, è meglio utilizzare le tubazioni della curva della temperatura per il riscaldamento/isolamento/reflusso, in modo che i parametri di ogni zona di temperatura siano più facili da controllare. Inoltre, l'impatto dello shock termico su FPC e componenti è più piccolo. Sulla base dell'esperienza, è meglio regolare la temperatura del forno al limite inferiore del valore richiesto per la tecnologia della pasta di saldatura. La velocità del vento del forno di riflusso è generalmente la velocità del vento più bassa che il forno può utilizzare. La stabilità della catena del forno di riflusso è buona e non dovrebbe esserci scossa.
3.5 Ispezione, prova e divisione di FPC
A causa dell'assorbimento di calore della piastra portante nel forno, in particolare della piastra portante in alluminio, la temperatura è alta quando viene scaricata, quindi è meglio aggiungere una ventola di raffreddamento forzato all'uscita per aiutare a raffreddare rapidamente. Allo stesso tempo, i dipendenti devono indossare guanti isolati per evitare di essere scottati da piastre di carico ad alta temperatura. Quando si prende il FPC saldato dalla scheda portante, la forza dovrebbe essere uniforme e non forza bruta per evitare strappi o pieghe sul FPC.
Il FPC rimosso deve essere ispezionato visivamente sotto una lente d'ingrandimento di 5 volte o più, con particolare attenzione al controllo di residui superficiali, scolorimento, stagno sulle dita d'oro, perline di saldatura, giunti di saldatura IC pin e connessioni di saldatura. A causa del fatto che la superficie di FPC non può essere molto piatta, il tasso di errore di AOI è alto. Pertanto, FPC non è generalmente adatto per l'ispezione AOI. Tuttavia, utilizzando dispositivi di prova specializzati, FPC può completare i test ICT e FCT.
Dato che la maggior parte delle schede FPC sono collegate, potrebbe essere necessario eseguire la divisione delle schede prima di condurre test ICT e FCT. Anche se l'utilizzo di strumenti come lame e forbici può anche completare il lavoro di scissione del bordo, l'efficienza e la qualità del lavoro sono relativamente basse. Se si tratta di una produzione su larga scala di FPC irregolare, gli stampi specializzati di stampaggio e divisione FPC possono essere fatti per lo stampaggio e la divisione, che possono notevolmente migliorare l'efficienza del lavoro. Allo stesso tempo, i bordi del FPC perforato sono puliti e belli e lo stress interno generato durante lo stampaggio e il taglio è molto basso, il che può efficacemente evitare la rottura del giunto di saldatura.
Nel processo di assemblaggio e saldatura dell'elettronica flessibile PCBA, il posizionamento preciso e il fissaggio di FPC è la chiave e la chiave per una buona o cattiva fissazione è quella di realizzare piastre portanti adatte. Successivamente sono la pre cottura, la stampa, SMT e la saldatura di riflusso di FPC. Ovviamente, la difficoltà di processo SMT di FPC è molto più alta di quella delle schede rigide PCB, quindi è necessaria un'impostazione precisa dei parametri di processo. Allo stesso tempo, la rigorosa gestione del processo di produzione è altrettanto importante. È necessario garantire che i lavoratori rispettino rigorosamente ogni regolamento del PSA. Gli ingegneri di linea e IPQC dovrebbero rafforzare le ispezioni, rilevare tempestivamente situazioni anomale sulla linea di produzione, analizzare le ragioni e prendere le misure necessarie per controllare il tasso di difetto della linea di produzione FPCSMT entro decine di PPM.

FPC
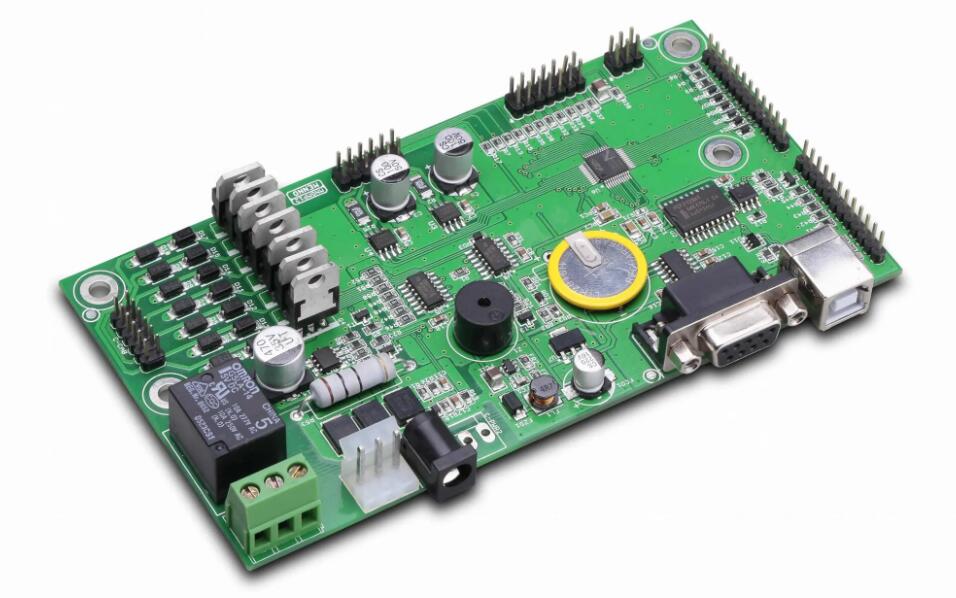
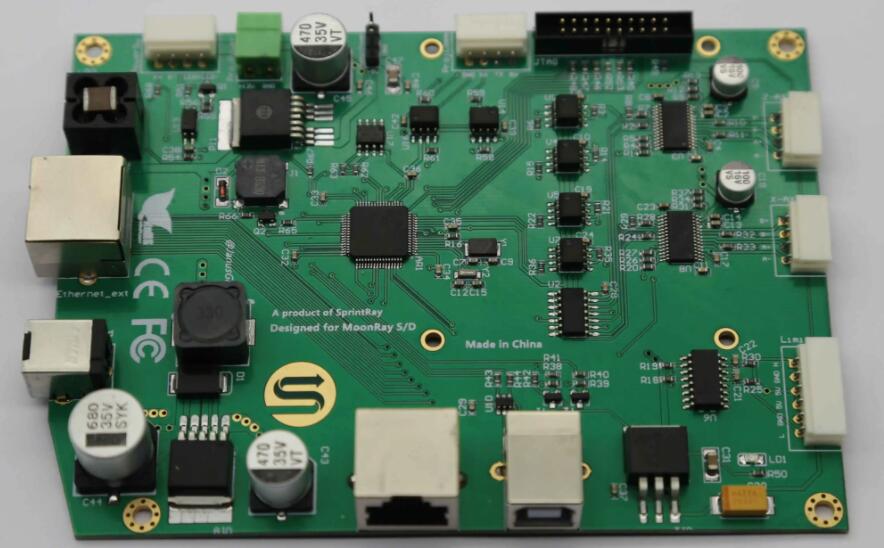
4. Apparecchiature di produzione PCBA
L'attrezzatura di base richiesta per la produzione di PCBA comprende macchine per la stampa della pasta di saldatura, macchine SMT, saldatura a riflusso, rivelatori AOI, macchine per il taglio dei componenti, saldatura ad onda, forni di stagno, lavatrici, apparecchi di prova ICT, apparecchi di prova FCT, rack di prova di invecchiamento, ecc.
4.1 Macchina da stampa pasta saldata
Le moderne macchine da stampa della pasta di saldatura generalmente consistono di meccanismi quali il caricamento del piatto, l'aggiunta della pasta di saldatura, la goffratura e l'alimentazione del circuito stampato. Il suo principio di funzionamento è prima di fissare il circuito stampato da stampare sul tavolo di posizionamento di stampa e quindi utilizzare i raschietti sinistro e destro della macchina da stampa per far fuoriuscire pasta di saldatura o colla rossa sui cuscinetti di saldatura corrispondenti attraverso la rete d'acciaio. Per il PCB uniformemente fuoriuscito, viene inserito nella macchina SMT attraverso la tabella di trasmissione per SMT automatico.
4.2 Macchina SMT
La macchina SMT, conosciuta anche come la "macchina di montaggio" o "Surface Mount System", è un dispositivo che viene installato dopo la macchina da stampa della pasta di saldatura nella linea di produzione. Si tratta di un dispositivo che posiziona accuratamente i componenti montati sulla superficie sui pad PCB spostando la testa di montaggio. È diviso in tipi manuali e completamente automatici.
4.3 Saldatura a riflusso
All'interno della saldatura a reflow è presente un circuito di riscaldamento che riscalda aria o azoto ad una temperatura sufficientemente elevata e lo soffia verso la scheda di circuito dove i componenti sono già stati attaccati, permettendo alla saldatura su entrambi i lati dei componenti di fondersi e legarsi con la scheda madre. Il vantaggio di questo processo è che la temperatura è facile da controllare, l'ossidazione può essere evitata durante il processo di saldatura e i costi di produzione sono anche più facili da controllare.
4.4 Rilevatore AOI
AOI (Automatic Optical Inspection) è un dispositivo che utilizza principi ottici per rilevare i difetti comuni riscontrati nella produzione di saldatura. La macchina esegue automaticamente la scansione del PCB attraverso una telecamera, raccoglie immagini, confronta i giunti di saldatura testati con i parametri qualificati nel database, elabora le immagini, controlla i difetti sul PCB e visualizza / contrassegna i difetti attraverso un display o una marcatura automatica per il personale di manutenzione da riparare.
4.5. Tagliatrice di componenti
Utilizzato per tagliare e deformare i componenti del perno.
4.6 Saldatura ad onda
La saldatura ad onda è il processo di contatto diretto della superficie di saldatura del pannello plug-in con stagno liquido ad alta temperatura per raggiungere lo scopo della saldatura. Lo stagno liquido ad alta temperatura mantiene una pendenza ed è formato in onde da un dispositivo speciale, quindi è chiamato "saldatura ad onda". I suoi dati principali sono la striscia di saldatura.
4.7 Forno a stagno
In generale, forno di stagno si riferisce a uno strumento di saldatura utilizzato nella saldatura elettronica. Per i circuiti stampati discreti dei componenti, la consistenza della saldatura è buona, l'operazione è conveniente, veloce e l'efficienza del lavoro è elevata.
4.8 Lavapiatti
Utilizzato per pulire le schede del PCBA, può rimuovere i residui dai pannelli saldati.
4.9 Apparecchi di prova TIC
ICTTest è utilizzato principalmente per testare il circuito aperto, il cortocircuito e la situazione di saldatura di tutte le parti del circuito PCBA testando i punti di prova che escono dal contatto tra la sonda e il PCBlalayout
4.10 Apparecchio di prova FCT
FCT (Functional Testing) si riferisce a un metodo di prova che fornisce un ambiente operativo simulato (eccitazione e carico) per il test target board (UUTUnitUnderTest) per lavorare in vari stati di progettazione, ottenendo così parametri da ogni stato per verificare la funzionalità di UUT. In poche parole, significa caricare l'eccitazione appropriata su UUT e misurare se la risposta in uscita soddisfa i requisiti.
4.11 Quadro di prova di invecchiamento
Il banco di prova di invecchiamento può eseguire test batch su schede PCBA e simulare le operazioni dell'utente per lungo tempo per testare schede PCBA problematiche.
IPCB ha fabbrica SMT matura e fabbrica PCB e FPC, fornendo servizi OEM one-stop per PCBA e FPC. I prodotti coinvolgono molteplici campi come elettronica automobilistica, apparecchiature mediche, controllo industriale, aerospaziale e apparecchiature di comunicazione.