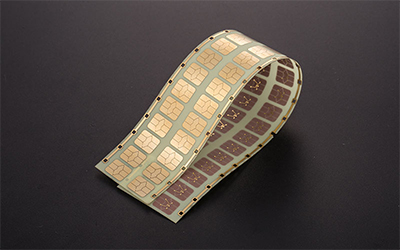
Le FPC est également appelé carte de circuit flexible. L'usinage PCBA et le processus de soudage d'assemblage de FPC sont très différents de l'assemblage de cartes de circuits rigides. Parce que la plaque FPC n'est pas assez rigide, elle est relativement douce. Si vous n'utilisez pas une plaque de support dédiée, elle ne pourra pas terminer la fixation et la transmission. Les processus SMT de base tels que l'impression, le placement et le four ne peuvent pas être terminés.
Un Pré - traitement FPC
Les plaques FPC sont relativement douces et ne sont généralement pas emballées sous vide lorsqu'elles quittent l'usine. Il est facile d'absorber l'humidité de l'air pendant le transport et le stockage. Avant que le SMT ne soit mis en ligne, il doit être précuite pour forcer l'évacuation lente de l'humidité. Sinon, sous l'impact à haute température de la soudure à reflux, l'humidité absorbée par le FPC s'évapore rapidement et devient de la vapeur d'eau qui dépasse du FPC, ce qui entraînera facilement des défauts tels que la stratification et le cloquage du FPC.
À propos du processus de soudage PCBA Machining Assembly pour les plaques souples FPC
Les conditions de pré - cuisson sont généralement une température de 80 à 100°C et une durée de 4 à 8 heures. Dans des cas exceptionnels, la température peut être réglée au - dessus de 125 ° C, mais le temps de cuisson doit être réduit en conséquence. Avant la cuisson, un petit échantillon doit être testé pour déterminer si le FPC peut résister à la température de cuisson définie. Vous pouvez également consulter le fabricant de FPC pour obtenir les conditions de cuisson appropriées. Les FPC ne doivent pas être trop empilés lors de la cuisson. 10 - 20pnl est plus approprié. Certains fabricants FPC mettent une feuille de papier entre chaque PNL pour l'isoler. Il est nécessaire de confirmer si ce papier isolant peut résister à la cuisson définie. Température, si vous n'avez pas besoin d'enlever le papier de séparation, faites cuire. Le FPC après la cuisson ne doit pas avoir de défauts de décoloration, de déformation, de déformation, de déformation, etc., après avoir été échantillonné par IPQC peut être mis en ligne.

Deux Production de plaques porteuses dédiées
Selon le fichier Cao de la carte, lire les données de positionnement de trou du FPC, fabriquer un gabarit de positionnement FPC de haute précision et une plaque de support dédiée, de sorte que le diamètre des broches de positionnement sur le gabarit de positionnement et les trous de positionnement sur la plaque de support et les trous de positionnement sur Le FPC sont identiques. Allumettes De nombreux FPC ne sont pas de la même épaisseur car ils veulent protéger une partie du circuit ou pour des raisons de conception. Certains endroits sont plus épais, d'autres plus minces et d'autres ont des plaques de métal renforcées. Par conséquent, la connexion de la plaque porteuse et du FPC doit être. La situation réelle est l'usinage, le polissage et l'excavation des rainures, la fonction est de s'assurer que le FPC est plat pendant l'impression et le placement. Le matériau de la plaque de support nécessite une épaisseur légère, une résistance élevée, une faible absorption de chaleur, une dissipation rapide de la chaleur, une déformation de la déformation de la déformation Après plusieurs chocs thermiques. Les matériaux de support couramment utilisés sont la pierre synthétique, la plaque d'aluminium, la plaque de silicone, la plaque d'acier magnétisée à haute température spéciale, etc.
Trois Processus de production.
Ici, nous prenons l'exemple d'un tableau de bord commun pour détailler les points SMT du FPC. Lors de l'utilisation de plaques de silicone ou de pinces magnétiques, la fixation du FPC est beaucoup plus pratique, il n'est pas nécessaire d'utiliser de ruban adhésif et les points de processus pour les processus d'impression, de réparation, de soudage, etc. sont les mêmes.
1. Fixation du FPC:
Avant de procéder au SMT, le FPC doit être fixé avec précision à la plaque porteuse. Il est particulièrement important de noter que plus le temps de stockage entre l'impression, l'installation et le soudage est court, mieux c'est après avoir fixé le FPC sur la plaque porteuse.
2. Impression de pâte à souder FPC:
FPC n'a pas d'exigences très spécifiques pour la composition de la pâte à souder. La taille et la teneur en métal des particules de billes de soudage dépendent de la présence ou de l'absence d'IC finement espacés sur le FPC. Cependant, le FPC a des exigences plus élevées pour les propriétés d'impression de la pâte à souder, et la pâte à souder doit avoir une excellente thixotropie, la pâte à souder doit être facile à imprimer et à démouler et adhérer fermement à la surface du FPC et ne pas présenter de défauts tels qu'un mauvais démoulage, une fuite de pochoir bloquée ou un effondrement après impression.
3. Patch FPC:
Selon les caractéristiques du produit, le nombre de composants et l'efficacité de placement, le placement peut être effectué à l'aide d'une machine de placement à vitesse moyenne et élevée. Comme chaque FPC possède un marqueur Mark optique pour le positionnement, il y a peu de différence entre l'installation d'un SMD sur un FPC et l'installation sur un PCB. Il est important de noter que, bien que le FPC soit fixé à la plaque porteuse, sa surface ne peut pas être aussi plate qu'une plaque rigide PCB. Il y aura certainement un espace partiel entre le FPC et la plaque porteuse. Il est donc nécessaire de régler précisément la hauteur de chute de la buse d'aspiration, la pression de soufflage, etc., et de réduire la vitesse de déplacement de la buse d'aspiration.
4. Soudure de retour de FPC:
Un four à reflux infrarouge à convection par air chaud forcé doit être utilisé, ce qui permet de modifier la température sur le FPC de manière plus uniforme et de réduire l'apparition de mauvaises soudures. Si vous utilisez du ruban adhésif simple face parce que vous ne pouvez fixer que les quatre côtés du FPC, la partie médiane se déforme à l'air chaud, les Plots s'inclinent facilement et l'étain fondu (étain liquide à haute température) s'écoule, ce qui entraîne un soudage à vide, un soudage continu et des billes d'étain qui rendent le processus plus défectueux.
5. Inspection FPC, essai et sous - carte:
Étant donné que les plaques porteuses absorbent la chaleur à l'intérieur du four, en particulier les plaques porteuses en aluminium, qui sont plus chaudes à la sortie du four, il est préférable d'ajouter un ventilateur de refroidissement forcé à la sortie du four pour aider à un refroidissement rapide. Dans le même temps, les opérateurs doivent porter des gants isolants pour éviter d'être brûlés par le transporteur à haute température. Lorsque vous retirez le FPC soudé de la plaque porteuse, vous devez exercer une force uniforme et ne pas utiliser de force brute pour empêcher le FPC de se déchirer ou de se plier.
Le FPC retiré effectue une inspection visuelle sous une loupe de plus de 5 fois, en mettant l'accent sur l'inspection de la colle résiduelle de surface, la décoloration, la teinture des doigts d'or, les billes d'étain, le soudage à vide des broches IC, le soudage continu et d'autres problèmes. Étant donné que la surface du FPC n'est pas très lisse, ce qui rend le taux d'erreur AOI élevé, le FPC n'est généralement pas adapté aux inspections AOI, mais en utilisant un gabarit de test spécial, le FPC peut effectuer des tests ICT et FCT.
Le positionnement précis et la fixation du FPC sont essentiels lors de l'assemblage et du soudage de l'électronique flexible PCBA. La clé de la fixation est de faire une plaque porteuse appropriée. Il a été suivi par la pré - cuisson FPC, l'impression, le placement et le soudage à reflux. De toute évidence, le processus SMT de FPC est beaucoup plus difficile que la carte PCB, il est donc nécessaire de définir les paramètres du processus avec précision. Dans le même temps, une gestion rigoureuse du processus de production est également importante. Il est nécessaire de s'assurer que le personnel d'exploitation applique rigoureusement chacune des dispositions de la SOP et qu'il les respecte. Les ingénieurs et l'IPQC devraient renforcer l'inspection, détecter les anomalies de la ligne de production à temps, analyser les causes et prendre les mesures nécessaires pour maintenir le taux de défauts de la ligne de production FPC SMT à quelques dizaines de ppm.