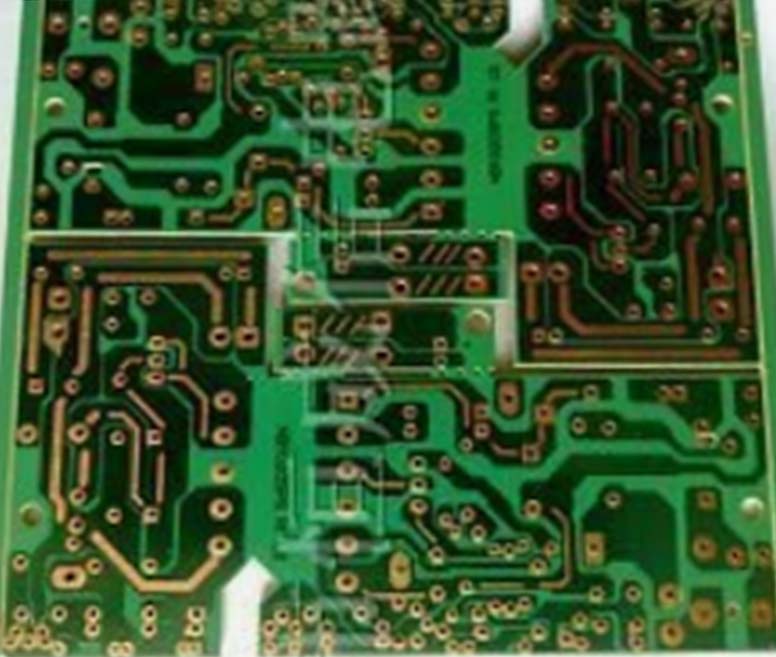
hdi PCB tahtası HDI tahtası (Yüksek Densitet Arayüzü bağlantısı), yani yüksek yoğunlukta bağlantı tahtası, mikro-kör ve teknoloji aracılığıyla gömülmüş, relativ yüksek bir satır dağıtım yoğunluğu ile PCB tahtasıdır. HDI tahtasında iç katı devresi ve dış katı devresi var ve sonra devenin her katının iç bağlantısını fark etmek için delikteki süreçler ve metallizasyon gibi süreçler kullanır.

HDI tahtaları genelde katı-katı yöntemi tarafından üretiliyor, katların sayısı daha yüksek, tabağın teknik sınıfı daha yüksek. Normal HDI boards basitçe bir kez inşa ediliyor. Yüksek sonu HDIvuses iki ya da daha fazla inşaat teknolojisi, gelişmiş PCB teknolojilerini kullanarak delikleri, elektroplatma ve delikleri doldururken ve laser doğrudan boğulması gibi gelişmiş.
PCB'nin yoğunluğu sekiz katı tahtasının ötesinde arttığında, HDI ile üretildi ve maliyeti geleneksel ve karmaşık laminiz sürecinden daha az olacak. HDI kurulu gelişmiş paketleme teknolojisinin kullanımına yardım ediyor ve elektrik performansı ve sinyal doğruluğu geleneksel PCB'lerden daha yüksektir. Ayrıca, HDI tahtaları radyo frekanslarının araştırmalarına, elektromagnetik dalga araştırmalarına, elektrostatik patlaması ve ısı yönetimine daha iyi gelişmeleri var.
PCB tahtaları kör ve gömülmüş delikler var mı? HDI tahtaları yüksek yoğunluklu devre tahtaları. Kör deliklerle plakalanan tahtalar, sonra laminat edilen bütün HDI tahtalar, ilk sırada, ikinci sırada, üçüncü sırada ve dördüncü sırada bölünen tahtalar. Beşinci sırada HDI için basit gömülmüş bir delik gerekli olarak HDI değil.
HDI'yi nasıl ayırmak ilk sırada relatively basit ve süreç ve çalışmalar iyi kontrol edilir.
İkinci emri sorun çıkarmaya başladı, birisi düzeltme sorunuydu, diğeri de yumruklama ve bakra sallama sorunuydu. İkinci düzenli dizaynlar var. Birincisi, her adımın konumlarının sıkıştırılması. Bir sonraki yakın katı bağlandığında, orta katı bir kablo ile bağlanıyor. Bu iki ilk sıralı HDI ile eşit.
İkincisi, ilk sıradaki delikler, ikinci sıralar süper düzenlemekten fark edilir. İlk emirlere benziyor, ama özellikle kontrol edilecek birçok süreç noktaları var, ki yukarıdan bahsedilir.
Üçüncü tür, dış katından üçüncü katına (ya da N-2 katına) doğrudan yumruklamak. Bu süreç öncekinden farklı ve yumruklama zorlukları da daha büyük.
üçüncü sıradaki ikinci sıradaki analojidir.
PCB tahtası tinti, Yazık devre tahtası tinti de (PCB tinti) olarak adlandırılmıştır. Bu, yazılmış devre tahtasında kullanılan özel fiziksel özellikleri, jiste viskozitet, dikotropi ve finalitet gibi kullanılan eksiksel tinti ile ilgili. Bu fiziksel özellikleri bilmek mürekkep kullanma yeteneğini geliştirebilir. Kullanıldığında en iyi yazdırma etkisi ulaşılabilir.

Görüntü reproduksyonun güveniliğini almak için basılı devre tahtası sürecinde, mürekkep iyi viskozitet ve uygun dikotropi olmalı. Peki viskozitet nedir? Sıvının iç kırıklığı. Dışarı gücünün hareketi altında, bir sıvı katı başka bir sıvı katı üzerinde yayılabilir ve iç sıvı katı tarafından çalıştırılan sıvı gücü. Bu özellikle sıcaklığın viskozitet üzerinde önemli etkisi olduğunu belirtmeli.
Örneğin: Kalın sıvı iç katı sıçraması daha büyük mekanik dirençliğine karşılaşır ve daha ince sıvı daha düşük dirençliğine sahip. Tixotropi nedir? Thixotropy aslında sıvın fiziksel bir özelliği. Viskozitet ağırlık altında azalacak ve durmadan sonra orijinal viskozitet özelliklerini çabuk iyileştirecek. İçindeki yapıyı yeniden inşa edecek kadar uzun süre sürer. Yüksek kaliteli ekran bastırma etkilerini sağlamak için, tintin dikotropisi çok önemlidir.
Özellikle sıkıştırma sürecinde, tinti sıkıştırmak için heyecanlı. Bu etki, göğsünden geçen tintin hızını hızlandırır ve göğsünden ayrılan tintin üniformalı bağlantısını terfi eder. squeegee hareket etmeyi durduğunda, tint statik bir duruma döner ve viskozitesi hızlı orijinal gerekli veriye döner. Bu yüzden, el operasyonda teknisyenlerin teknik deneyimi çok talep ediyor, böylece bastırma ve çekme sürecinde tintin üniforması çok iyi olacak. Eğer mekanik bir operasyonsa, daha basit olacak.
İkincisi, domuz ve mineral doldurucu genellikle güçlü, ve güzel ısırdıktan sonra, parçacık boyutları 4/5 mikrondan fazla değil. Bu değer relativ doğru ve sert bir şekilde eşcinsel sıvı durumu oluşturuyor. Bu şekilde basılmış sol maske rengi çok dolu ve üniforma görünüyor.
Mürekkep kullanımı için önlemler
Her durumda, sıcaklık ihtiyaçları, mürekkepin sıcaklığı 20-25°C altında tutmalıdır ve sıcaklık fazla değişemez, yoksa mürekkepin viskozitesini ve ekran bastırımın kalitesini ve etkisini etkileyecek. Özellikle mürekkep dışarıda ya da farklı sıcaklıklarda saklanıldığında, kullanmadan birkaç gün önce çevre sıcaklığına yerleştirilmeli, ya da tint tank ı doğru operasyon sıcaklığına ulaşabilir.
Çünkü soğuk mürekkep kullanımı ekran yazdırma başarısızlığına neden olur ve gereksiz sorunlara neden olur. Bu yüzden, tintin kalitesini korumak için oda sıcaklığında süreç koşullarında depolamak veya depolamak en iyisi.
saniye
Mürekkep kullanmadan önce el veya mekanik olarak dolu ve dikkatli karışmış olmalı. Eğer hava mürekkepe girerse, onu kullandığında bir süre süre sürdürür. Eğer çözülmek zorunda olsanız, ilk defa onu tamamen karıştırmalısınız ve sonra viskozitesini kontrol etmelisiniz. Mürekkep tank ı kullanımından hemen sonra mühürlenmeli. Aynı zamanda, mürekkepi ekranın üzerine asla mürekkep tank ına geri koyma ve kullanmadığı mürekkeple karışma.
üçüncü
Mürekkepi temizlemek için özel temizleme ajanıyla hazırlanmış olmalı ve temiz olmalı. Mürekkep ne renk olursa olsun, bir kere temizlenmeli. Temiz bir çözücü kullanmak en iyisi bu yüzden diğer renklerin kullanımına etkilemeyecek.
dördüncü
Mürekkep kurulduğunda, iyi bir çökme sistemi olan bir cihazda gerçekleştirilmeli. Bu şekilde mürekkepin kalitesini önemli değiştirmeyeceğini sağlamak için.
Genelde, gerçek yazdırma sürecinde standart işlemek ve işletme şartlarını sürecin teknik ihtiyaçlarına uygun operasyon alanında ekran bastırma operasyonunu gerçekleştirmek ve işletme şartlarını korumak gerekir.