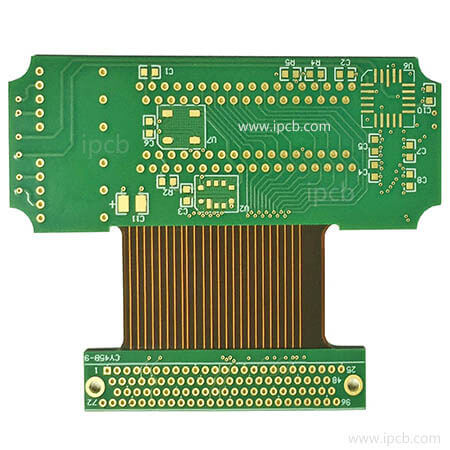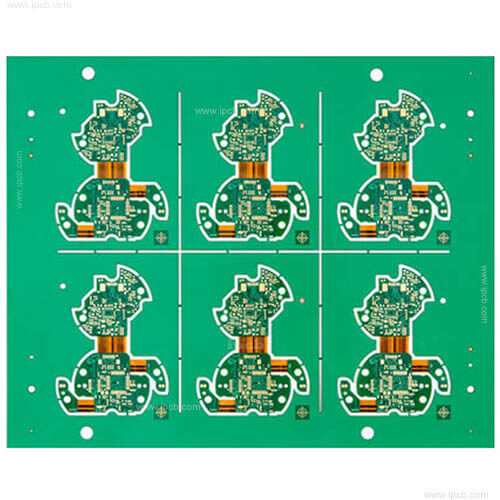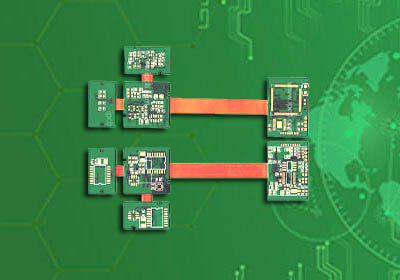

Modello: PCB rigido-flessibile a 6 strati
Materiale : FR-4+PI
Strato: 2+2+2
Colore: verde/bianco
Spessore finito: 1.0mm
Spessore del rame: 1 OZ
Trattamento Superficiale : ENIG 2U"
Larghezza/distanza minima della linea: 0,15/0,15 mm
Applicazione: PCB rigido-flessibile per cure mediche
Il materiale protettivo dello strato esterno PCB Rigid-Flex, che è, la solder mask, ha generalmente tre tipi tra cui scegliere. Il primo tipo è il tradizionale film di copertura (Coverlay), che è uno strato diretto di materiale poliimmidico e adesivo. È laminato con il circuito stampato che deve essere protetto dopo l'incisione. Questo tipo di film di copertura richiede la preformatura prima della pressatura, esponendo la parte da saldare, quindi non può soddisfare i requisiti di un assemblaggio più fine. Il secondo tipo è il tipo a sviluppo fotosensibile cover dry film, dopo la pressatura con il laminatore, la parte di saldatura è fuoriuscita attraverso il metodo di sviluppo fotosensibile, che risolve il problema della finezza dell'assemblaggio. Il terzo tipo è costituito da materiali di copertura di tipo serigrafico liquido e sono comunemente usati materiali in poliimmide termoindurente, come il solare PSR-4000 e l'inchiostro speciale per la saldatura di resistenze per circuiti stampati flessibili di tipo fotosensibile, questi materiali possono soddisfare meglio i requisiti di passo fine, assemblaggio ad alta densità di pannelli flessibili.
PCB Rigid-Flex processo di produzione e controllo delle parti chiave
Rigido-flessibile PCB è sviluppato sulla base di flessibile PCB board e schede PCB rigide multistrato ad alta densità. Ha molte somiglianze con le schede PCB rigide in termini di produzione di processo. Tuttavia, a causa dei materiali PCB Rigid-Flex e dei loro La particolarità della struttura e dell'applicazione determina che è diverso dalle normali schede PCB rigide e dalle schede PCB flessibili dai requisiti di progettazione ai processi di produzione. Quasi tutti i collegamenti di produzione devono essere testati e adattati per ottimizzare l'intero processo. Processo e parametri.

PCB Rigid-Flex production process
Trasferimento del modello di PCB Rigid-Flex strato interno monolitico
Il trasferimento grafico occupa una posizione molto importante nei PCB thin-line ad alta densità, specialmente per circuiti flessibili. Poiché il monolite flessibile è sottile e morbido, porta grandi difficoltà ad operazioni come il trattamento superficiale, e lo stato pulito e la rugosità della superficie della lamina di rame influiscono direttamente sull'adesione del film resist secco e sulla produzione di linee sottili. Poiché la pulitura meccanica richiede attrezzature elevate e pressioni non idonee possono causare deformazioni del supporto, arricciamenti, dilatazioni dimensionali, ecc., l'operazione non è facilmente controllabile, in modo da poter scegliere di utilizzare il metodo di pulizia elettrolitica. Questo metodo non solo può garantire la pulizia della superficie, ma anche utilizzare il metodo di micro-incisione per garantire la rugosità della superficie di rame, che è favorevole alla produzione di motivi lineari con una larghezza/spaziatura linea di 0,1 mm~0,15 mm. Nell'incisione con acido, oltre a controllare la velocità di incisione per garantire la larghezza della linea e la spaziatura richiesta dal progetto, è anche necessario evitare che il singolo chip si arricci e si raggrinzisca. È meglio aggiungere una piastra di guida ausiliaria e chiudere il sistema di ventilazione sull'apparecchiatura.
Posizionamento multistrato di materiali flessibili
La stabilità dimensionale dei substrati flessibili è scarsa. Questo perché i materiali poliimidici hanno un forte assorbimento di umidità. Dopo il trattamento ad umido o in ambienti con temperatura e umidità differenti, si restringono e si deformano gravemente
, con conseguente strati di multi-layer PCB. Difficoltà di controbattere. Per ovviare a questa difficoltà si possono adottare le seguenti misure: nella progettazione, deve essere considerato il disegno dei motivi di allineamento e dei punti di punzonatura del bersaglio, in modo da garantire la precisione durante la perforazione dei fori di allineamento o dei fori del rivetto , e non provocarli quando si impilano i piatti. Il disallineamento della grafica tra i livelli porta allo scraping.
Il posizionamento dei fori dopo la punzonatura OPE può eliminare gli errori causati dall'espansione e dalla contrazione del materiale durante la lavorazione a umido.
Dopo la laminazione del PCB, utilizzare i raggi X per praticare i fori per determinare l'offset per rendere la perforazione più precisa. Secondo le caratteristiche del materiale e le caratteristiche ambientali della poliimmide, il film esterno è disegnato con riferimento all'offset di perforazione per migliorare la sovrapposizione tra il film esterno e la tavola di perforazione. In questo modo, possiamo soddisfare il requisito di una larghezza dell'anello di 0,1 mm ~ 0,15 mm per la registrazione degli interstrati e garantire l'accuratezza del trasferimento della grafica dello strato esterno.
Laminazione PCB Rigido-Flessibile
Anche se i fori di posizionamento sono perforati con OPE, la lavorazione del singolo truciolo prima della laminazione ha una grande influenza sull'allineamento tra gli strati. Innanzitutto, perché il materiale poliimmide non è resistente agli alcali forti, si gonfierà nella soluzione di alcali forti. Pertanto, nel processo di annerimento e doratura, il forte processo alcalino come lo sgrassamento, annerimento e doratura devono essere opportunamente ridotti. Temperatura, ridurre il tempo. Poiché il materiale di base senza strato adesivo viene utilizzato, non è necessario considerare il cambio dello strato adesivo nella lisciva, questo metodo è ancora fattibile. In secondo luogo, la cottura monochip dopo il trattamento di ossidazione deve essere evitata per essere posizionata verticalmente, e la cottura orizzontale dovrebbe essere adottata per ridurre la deformazione a flessione e mantenerla il più piatta possibile. A cottura ultimata accorciare il più possibile i tempi di formatura per evitare che il singolo pezzo assorba nuovamente umidità.
Perché il singolo foglio flessibile è facile da deformare, la planarità prima della laminazione è scarsa e la fluidità della resina del foglio adesivo utilizzato è molto inferiore a quella del prepreg utilizzato per la laminazione di schede PCB rigide. Pertanto, al fine di rendere il foglio adesivo e il foglio singolo una buona combinazione Incorporati nella spaziatura delle linee sottili, scegliamo di utilizzare materiali con una forma più coprente come il materiale della guarnizione laminata, come film di polipropilene, politetrafluoroetilene (PTFE), foglio di gomma siliconica , ecc., che possono migliorare la laminazione di pannelli flessibili. qualità. Dopo la prova, Si ritiene che il materiale ideale della guarnizione sia un materiale di gomma siliconica, in grado di garantirne la modellabilità e di ridurre relativamente il ritiro e la deformazione della parte stampata.
Per la parte PCB hard board, è necessario prestare attenzione ai seguenti tre aspetti nel processo di pressatura:
A. Che si tratti di laminazione di substrato PCB o di pura laminazione prepreg, le direzioni di ordito e trama del tessuto di vetro dovrebbero essere coerenti, e lo stress termico dovrebbe essere eliminato durante il processo di laminazione per ridurre la deformazione.
B. La scheda rigida PCB dovrebbe avere un certo spessore, perché la parte flessibile è molto sottile e non c'è tela di vetro. Dopo essere stato influenzato dall'ambiente e dallo shock termico, il suo cambiamento è diverso dalla parte rigida. Se la parte rigida non ha un certo spessore o rigido, questa differenza sarà molto evidente, e gravi deformazioni si verificheranno durante l'uso, che influenzerà la saldatura e l'uso. Se la parte rigida ha un certo spessore o ridotto, questa differenza può apparire insignificante. La planarità non cambierà con il cambio della parte flessibile, che può garantire saldatura e utilizzo. Se la parte rigida è troppo spessa, apparirà pesante e antieconomico. L'esperimento dimostra che lo spessore di 0.8~1.0mm è più appropriato.
C. Per la lavorazione delle finestre flessibili, ci sono solitamente metodi di prima fresatura e post fresatura da elaborare, ma deve essere lavorato in modo flessibile in base alla struttura e allo spessore del PCB Rigid-Flex se stesso. Se prima viene fresata la finestra flessibile Per garantire la precisione della fresatura, né la saldatura né la formazione dovrebbero essere influenzate troppo. I dati di fresatura possono essere prodotti dall'ingegneria, e la finestra flessibile può essere fresata in anticipo. Se non si fresa prima la finestra flessibile, e quindi utilizzare il taglio laser per rimuovere il materiale di scarto della finestra flessibile dopo aver completato tutti i processi precedenti e infine formare, si dovrebbe prestare attenzione alla profondità dell'FR4 che il laser può tagliare.
I parametri di pressione possono essere ottimizzati in modo completo con riferimento ai parametri di pressione del supporto del flessibile e della scheda PCB rigida.
Perforazione rigida-flessibile PCB
La struttura del PCB Rigid-Flex è complessa, quindi è molto importante determinare i migliori parametri di processo per la perforazione dei fori per ottenere una buona parete del foro. Al fine di prevenire il fenomeno della testa del chiodo dell'anello di rame interno e del materiale di base flessibile, è necessario selezionare prima una punta affilata. Se il numero di schede stampate da elaborare è grande o il numero di fori nella scheda elaborata è grande, la punta deve essere sostituita in tempo dopo aver eseguito un certo numero di fori. La velocità e l'alimentazione della cucina sono i parametri di processo più importanti. Quando l'alimentazione è troppo lenta, la temperatura aumenta molto bruscamente e verrà prodotta quantità di perforazione. Se il feed è troppo veloce, è facile rompere la punta del chiodo, il foglio adesivo e lo strappo dello strato di supporto e il della testa del chiodo.
Sin secondo luogo, occorre selezionare la macchina di foratura e ottimizzare i parametri di foratura in funzione dello spessore della lamiera e del diametro minimo di foratura. Attualmente esistono macchine perforatrici che possono raggiungere i 200.000 giri al minuto nel settore. Per piccoli fori, maggiore è la velocità, migliore è la qualità della perforazione. Allo stesso tempo, anche la scelta della copertina e del supporto è molto importante. Buona e copertura di supporto non solo proteggono la superficie del bordo, ma svolgono anche un buon ruolo nella dissipazione del calore. Va notato che il bordo di supporto è meglio usare il bordo della stagnola di alluminio o il bordo della colla epossidica. , Non utilizzare piastre di supporto in carta, perché le piastre di supporto di carta sono morbide e sono soggette a sbavature gravi di perforazione. Durante la sbavatura prima della foratura, è facile strappare o graffiare i fori, che danneggerà il processo successivo e influirà sul PCB Rigid-Flex sulla qualità di.
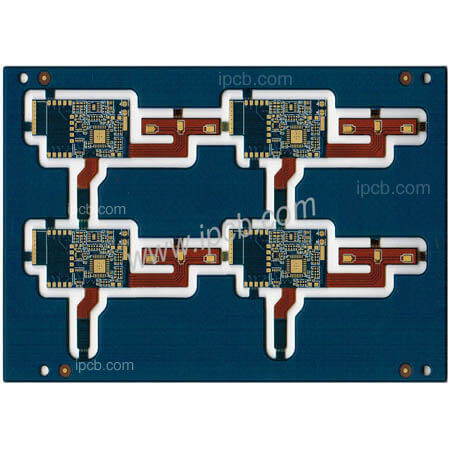
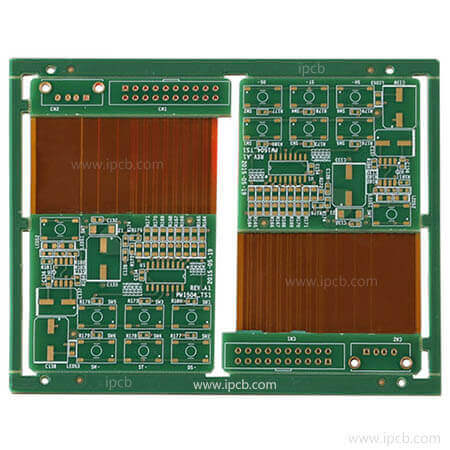
Modello: PCB rigido-flessibile a 6 strati
Materiale : FR-4+PI
Strato: 2+2+2
Colore: verde/bianco
Spessore finito: 1.0mm
Spessore del rame: 1 OZ
Trattamento Superficiale : ENIG 2U"
Larghezza/distanza minima della linea: 0,15/0,15 mm
Applicazione: PCB rigido-flessibile per cure mediche
Per problemi tecnici PCB, il team di supporto esperto iPCB è qui per aiutarti con ogni passo. È inoltre possibile richiedere PCB citazione qui. Si prega di contattare E-mail sales@ipcb.com
We will respond very quickly.