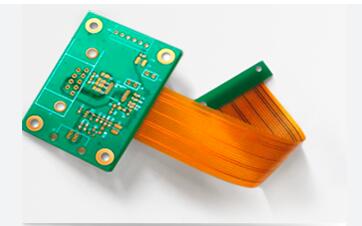
FPC has a very different PCBA assembly and welding process from the assembly of hard circuit boards. FPC has insufficient hardness and is relatively soft. Without the use of dedicated carrier boards, it is impossible to complete fixation and transmission, as well as basic SMT processes such as printing, mounting, and passing through the furnace.
1. Preprocessing of FPC
FPC is relatively soft and generally not vacuum packaged when leaving the factory. It is easy to absorb moisture from the air during transportation and storage. Pre baking treatment is required before SMT production to slowly and forcefully discharge the moisture. Otherwise, under the high temperature impact of reflow soldering, the water absorbed by FPC quickly vaporizes into water vapor and protrudes from FPC, which can easily cause defects such as FPC delamination and foaming.
The pre baking conditions are generally 80-100 ℃ for 4-8 hours. In special circumstances, the temperature can be raised to above 125 ℃, but the baking time needs to be shortened accordingly. Before baking, it is necessary to conduct a small sample test to determine whether the FPC can withstand the set baking temperature. When baking, FPC stacking should not be too much, 10-20PNL is more suitable. The FPC after baking should have no obvious discoloration, deformation, warping or other defects, and can only be put into production after passing the IPQC inspection.
2. Production of FPC dedicated carrier board
According to the CAD file of the circuit board, read the hole positioning data of the FPC to manufacture high-precision FPC positioning templates and specialized carrier boards, so that the diameter of the positioning pin on the positioning template matches the positioning hole on the carrier board and the aperture of the positioning hole on the FPC. Many FPCs are not of the same thickness due to the need to protect some circuits or design reasons. Some areas are thick while others are thinner, and some even have reinforced metal plates. Therefore, the joint between the carrier plate and FPC needs to be processed, polished, and grooved according to the actual situation to ensure that the FPC is flat during printing and installation. The material requirements for the carrier plate are lightweight, high strength, less heat absorption, fast heat dissipation, and minimal warping and deformation after multiple thermal shocks. The commonly used carrier plate data include synthetic stone, aluminum plate, silicone plate, special high-temperature resistant magnetized steel plate, etc.

FPC
We will take ordinary carrier plates as an example to elaborate on the SMT points of FPC. When using silicone plates or magnetic fixtures, the fixation of FPC is much more convenient and does not require the use of tape. The process points of printing, SMT, welding, and other processes are the same.
3.1 Fixation of FPC
Before conducting SMT, the FPC needs to be accurately fixed on the carrier board. It should be noted that the shorter the storage time from fixing the FPC on the carrier board to printing, mounting, and welding, the better. There are two types of carrier plates: with and without positioning pins. The carrier plate without positioning pins needs to be used in conjunction with the positioning template with positioning pins. First, place the carrier plate on the positioning pins of the template, so that the positioning pins are exposed through the positioning holes on the overload plate. Then, place the FPC piece by piece on the exposed positioning pins, fix them with tape, and separate the carrier plate from the FPC positioning template for printing, mounting, and welding. Several spring positioning pins with a length of about 1.5mm are already fixed on the carrier plate with positioning pins. FPC can be directly placed on the spring positioning pins of the carrier plate one by one, and then fixed with tape. In the printing process, the spring positioning pin can be completely pressed into the carrier plate by the steel mesh without affecting the printing effect.
Method 1 (Single sided tape fixation) Use a thin, high-temperature resistant single sided tape to fix the four sides of the FPC onto the carrier board, preventing any deviation or warping of the FPC. The tape viscosity should be moderate, easy to peel off after reflow soldering, and there should be no residual adhesive on the FPC. If an automatic tape machine is used, it can quickly cut tape of consistent length, significantly improve efficiency, save costs, and avoid waste.
Method 2 (Double sided tape fixation) First, use high-temperature resistant double-sided tape to stick to the carrier board, with the same effect as silicone board. Then, stick FPC to the carrier board, paying special attention to the tape viscosity not being too high, otherwise it is easy to cause FPC tearing when peeling off after reflow soldering. After repeated heating, the viscosity of the double-sided tape will gradually decrease, and it must be replaced immediately when the viscosity is too low to reliably fix the FPC. This station is a key station to prevent FPC contamination and requires wearing finger cots for work. Before reusing the carrier board, it needs to be cleaned appropriately. It can be wiped with a non-woven fabric dipped in cleaning agent, or an anti-static dust roller can be used to remove surface dust, tin beads, and other foreign objects. When removing and placing FPC, do not use too much force as FPC is fragile and prone to creases and fractures.
3.2 Solder paste printing of FPC
FPC does not have specific requirements for the composition of solder paste, and the size and metal content of solder ball particles are determined by the presence of fine pitch ICs on the FPC. However, FPC has high requirements for the printing performance of solder paste, which should have excellent thixotropy. The solder paste should be able to easily print and detach from the mold and firmly adhere to the surface of the FPC, without any defects such as mold release, blockage of steel mesh holes, or collapse after printing.
Due to the loading of FPC on the carrier board, there is a high-temperature resistant adhesive tape for positioning on the FPC, which causes its flatness to be inconsistent. Therefore, the printed surface of FPC cannot be as flat and has consistent thickness and hardness as PCB. Therefore, it is not advisable to use a metal scraper, but a polyurethane scraper with a hardness of 80-90 degrees should be used. It is best for the solder paste printing machine to have an optical positioning system, otherwise it will have a significant impact on the printing quality. Although the FPC is fixed on the carrier board, there will always be some small gaps between the FPC and the carrier board, which is the biggest difference from the PCB hard board. Therefore, the setting of equipment parameters will also have a significant impact on the printing effect.
The printing station is also a key station to prevent FPC contamination. It is necessary to wear finger covers to work, while maintaining the cleanliness of the station, frequently wiping the steel mesh, and preventing solder paste from contaminating the FPC's gold fingers and gold-plated buttons.
3.3 FPC SMT
According to the characteristics of the product, the number of components, and the mounting efficiency, medium and high-speed mounting machines can be used for mounting. Due to the optical MARK marking used for positioning on each FPC, there is not much difference between SMD mounting on FPC and mounting on PCB. It should be noted that although the FPC is fixed on the carrier board, its surface cannot be as flat as the PCB hard board, and there will definitely be local gaps between the FPC and the carrier board. Therefore, the suction nozzle lowering height, blowing pressure, etc. need to be accurately set, and the suction nozzle movement speed needs to be reduced.
3.4 Reflow soldering of FPC
A mandatory hot air convection infrared reflow soldering furnace should be used, so that the temperature on the FPC can change more evenly and reduce the occurrence of welding defects. If single-sided adhesive tape is used, as it can only fix the four sides of the FPC, the middle part is prone to deformation under hot air, causing the solder pad to tilt, and molten tin (liquid tin at high temperature) will flow, resulting in empty soldering, continuous soldering, and solder beads, resulting in a higher process defect rate.
3.4.1 Temperature curve testing method
Due to the different heat absorption properties of the carrier plate and the different types of components on the FPC, the speed of temperature rise after being heated during the reflow soldering process is different, and the amount of heat absorbed is also different. Therefore, carefully setting the temperature curve of the reflow soldering furnace has a significant impact on the soldering quality. A more reliable method is to place two FPC loaded boards before and after the test board according to the actual production spacing. At the same time, components are attached to the FPC of the test board, and the test temperature probe is soldered onto the test point with high-temperature soldering wire. At the same time, the probe wires are fixed on the test board with high-temperature resistant tape. Note that high-temperature resistant tape cannot cover the test points. The test points should be selected near the solder joints and QFP pins on each side of the carrier board, so that the test results can better reflect the actual situation.
3.4.2 Setting of temperature curve
In furnace temperature debugging, due to the poor uniformity of FPC, it is best to use temperature curve pipelines for heating/insulation/reflux, so that the parameters of each temperature zone are easier to control. In addition, the impact of thermal shock on FPC and components is smaller. Based on experience, it is best to adjust the furnace temperature to the lower limit of the required value for solder paste technology. The wind speed of the reflow furnace is generally the lowest wind speed that the furnace can use. The stability of the reflow furnace chain is good and there should be no shaking.
3.5 Inspection, Testing, and Splitting of FPC
Due to the heat absorption of the carrier plate in the furnace, especially the aluminum carrier plate, the temperature is high when it is discharged, so it is best to add a forced cooling fan at the outlet to help quickly cool down. At the same time, employees need to wear insulated gloves to avoid being scalded by high temperature load plates. When taking the welded FPC from the carrier board, the force should be uniform and not brute force to avoid tearing or creases on the FPC.
The removed FPC should be visually inspected under a magnifying glass of 5 times or more, with a focus on checking for surface residue, discoloration, tin on gold fingers, solder beads, IC pin solder joints, and solder connections. Due to the fact that the surface of FPC cannot be very flat, the misjudgment rate of AOI is high. Therefore, FPC is generally not suitable for AOI inspection. However, by using specialized testing fixtures, FPC can complete ICT and FCT testing.
Due to the majority of FPCs being connected boards, it may be necessary to perform board splitting before conducting ICT and FCT testing. Although using tools such as blades and scissors can also complete the board splitting work, the work efficiency and quality are relatively low. If it is a large-scale production of irregular FPC, specialized FPC stamping and dividing molds can be made for stamping and dividing, which can greatly improve work efficiency. At the same time, the edges of the FPC punched out are neat and beautiful, and the internal stress generated during stamping and cutting is very low, which can effectively avoid solder joint cracking.
In the assembly and welding process of PCBA flexible electronics, the precise positioning and fixation of FPC is the key, and the key to good or bad fixation is to make suitable carrier plates. Next are the pre baking, printing, SMT, and reflow soldering of FPC. Obviously, the SMT process difficulty of FPC is much higher than that of PCB hard boards, so precise setting of process parameters is necessary. At the same time, strict production process management is equally important. It is necessary to ensure that workers strictly adhere to every regulation in the SOP. Line engineers and IPQC should strengthen inspections, timely detect abnormal situations on the production line, analyze the reasons, and take necessary measures to control the defect rate of FPCSMT production line within dozens of PPMs.

FPC
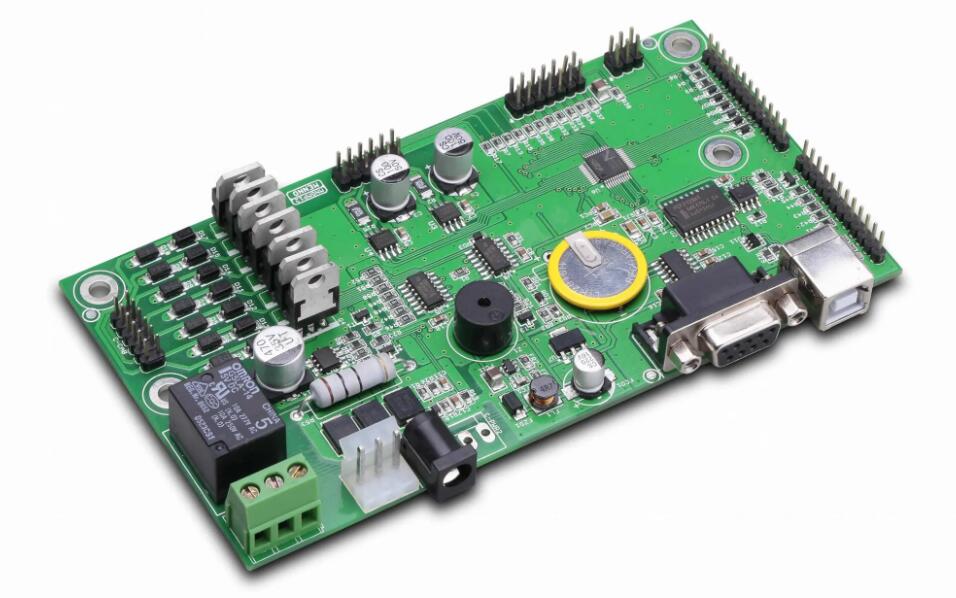
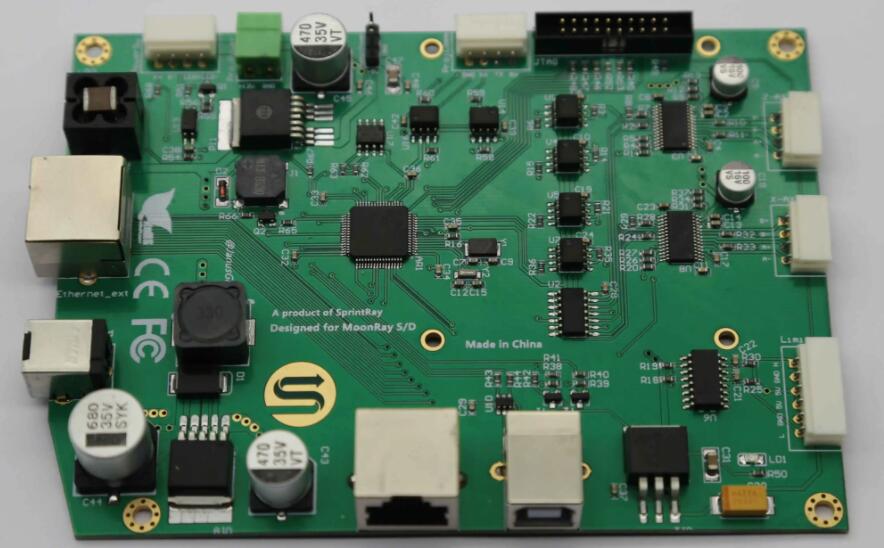
4. PCBA production equipment
The basic equipment required for PCBA production includes solder paste printing machines, SMT machines, reflow soldering, AOI detectors, component trimming machines, wave soldering, tin furnaces, washing machines, ICT testing fixtures, FCT testing fixtures, aging testing racks, etc.
4.1 Solder paste printing machine
Modern solder paste printing machines generally consist of mechanisms such as plate loading, solder paste addition, embossing, and circuit board feeding. Its working principle is to first fix the circuit board to be printed on the printing positioning table, and then use the left and right scrapers of the printing machine to leak solder paste or red glue onto the corresponding solder pads through the steel mesh. For the uniformly leaked PCB, it is input to the SMT machine through the transmission table for automatic SMT.
4.2 SMT machine
The SMT machine, also known as the "mounting machine" or "Surface Mount System", is a device that is installed after the solder paste printing machine in the production line. It is a device that accurately places surface mounted components on PCB pads by moving the mounting head. It is divided into manual and fully automatic types.
4.3 Reflow soldering
There is a heating circuit inside reflow soldering, which heats air or nitrogen to a sufficiently high temperature and blows it towards the circuit board where the components have already been attached, allowing the solder on both sides of the components to melt and bond with the motherboard. The advantage of this process is that the temperature is easy to control, oxidation can be avoided during the welding process, and manufacturing costs are also easier to control.
4.4 AOI detector
AOI (Automatic Optical Inspection) is a device that uses optical principles to detect common defects encountered in welding production. The machine automatically scans the PCB through a camera, collects images, compares the tested solder joints with the qualified parameters in the database, processes the images, checks for defects on the PCB, and displays/marks the defects through a display or automatic marking for maintenance personnel to repair.
4.5. Component trimming machine
Used for trimming and deforming pin components.
4.6 Wave soldering
Wave soldering is the process of directly contacting the welding surface of the plug-in board with high-temperature liquid tin to achieve the welding purpose. The high-temperature liquid tin maintains a slope and is formed into waves by a special device, so it is called "wave soldering". Its main data is the solder strip.
4.7 Tin Furnace
In general, tin furnace refers to a welding tool used in electronic welding. For discrete component circuit boards, the welding consistency is good, the operation is convenient, fast, and the work efficiency is high.
4.8 Plate washer
Used for cleaning PCBA boards, it can remove residue from welded boards.
4.9 ICT testing fixtures
ICTTest is mainly used to test the open circuit, short circuit, and welding situation of all parts of the PCBA circuit by testing the test points that come out of the contact between the probe and the PCBlalayout
4.10 FCT testing fixture
FCT (Functional Testing) refers to a testing method that provides a simulated operating environment (excitation and load) for the test target board (UUTUnitUnderTest) to work in various design states, thereby obtaining parameters from each state to verify the functionality of UUT. Simply put, it means loading appropriate excitation on UUT and measuring whether the output response meets the requirements.
4.11 Aging test frame
The aging test bench can perform batch testing on PCBA boards, and simulate user operations for a long time to test problematic PCBA boards.
IPCB has mature SMT factory and PCB and FPC factory, providing one-stop OEM services for PCBA and FPC. The products involve multiple fields such as automotive electronics, medical equipment, industrial control, aerospace, and communication equipment.