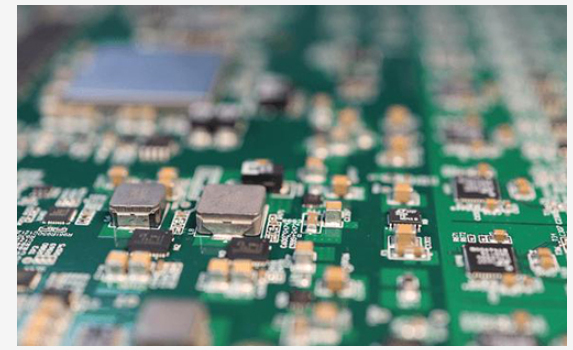
Causes and solutions for PCBA's виртуальная сварка. Virtual soldering is commonly referred to as cold solder. на вид ничего, но реальная внутренняя связь не подключена, or it is in an intermediate unstable state that may or may not be connected. Некоторые из - за плохой сварки или отсутствия олова, which causes the component pins and solder pads to fail to conduct. другие причины - окисление или примесь в ступнях элемента и сварных панелях, which are indeed not easy to see with the naked eye.
приварка - типичный сбой в цепи
There are two reasons for false welding:
One is in the производство полихлорированных дифенилов process, из - за неправильной технологии производства, the unstable state of the current and the unreasonable;
The other is that after long-term use of electrical appliances, Некоторые высокотемпературные детали, скорее всего, вызваны старением и отслоением сварных пят.
слабая сварка: как правило, вызвана окислением или примесью в сварной точке, низкой температурой сварки и неправильным методом. сущность заключается в том, что между припоем и выводом имеется изоляция. между ними нет полного контакта. обычно невооруженные глаза не видят их состояния. Однако их электрические характеристики не связаны или плохо соединены, что влияет на характеристики схемы.
компоненты PCBA должны храниться в влагостойких местах, где можно слегка полировать подключенные электрические приборы. при сварке можно использовать пасту и флюс, желательно рефлюксный сварочный аппарат. ручная сварка требует хорошей технологии. при первой сварке хорошо, не будет ложной сварки. после длительного использования электрических приборов некоторые узлы с высокой теплоотдачей легко устаревают и отслаиваются на месте сварки.

способ устранения ложной сварки
1) определить приблизительный диапазон отказов в зависимости от возникновения явления отказа.
2) Appearance observation, focusing on larger components and components with large heat generation.
3) наблюдать с помощью лупы.
4) Pull the circuit board.
5) качать подозрительные части руками, наблюдая за ослаблением опорного шва.
Почему ложная сварка?
как избежать ложной сварки?
сущность виртуальной сварки заключается в том, что в процессе сварки температура поверхности стыка является низкой, и расплавленное ядро имеет слишком маленький размер, даже до плавления, but it has reached a plastic state. После прокрутки, it is barely joined together, Выглядит неплохо., Actually not fully integrated
можно проанализировать причины и шаги ложной сварки в следующем порядке:
(1) First check whether the weld joint surface has impurities such as rust, oil, все еще неравномерно, or poor contact. это увеличит контактное сопротивление, reduce the current and reduce the temperature of the welding joint surface.
(2) проверить нормальное соединение швов, уменьшить или расщепить боковую накладку привода. сокращение перекрытия приведет к тому, что стальные ленты будут слишком малы по размеру, что уменьшит общую поверхность силы и не сможет выдержать большее напряжение. в частности, явление бокового трещинообразования, приводящее к концентрации напряжений, может становиться все более резким и в конечном счете разрушаться.
(3) Проверьте соответствие установки тока технологическим требованиям, если толщина изделия изменяется, то установки тока не добавляются соответствующим образом, что приводит к недостаточному току при сварке, плохой сварке.
если вы хотите хорошо сварить, вы должны контролировать дизайн PCBA, сварить огонь также очень важно. Ниже излагаются проблемы и решения, возникающие в процессе эксплуатации длинной линии. Важно понять это на практике.
перед сваркой: основное качество и управление узлом
проектирование прокладки
(1) When designing plug-in component pads, размер подушки должен быть надлежащим. Если мат слишком большой, the spreading area of the solder is larger, образующаяся точка сварки несовершенна, while the surface tension of the copper foil of the smaller pad is too small, Сформировавшаяся точка сварки без увлажнения. The matching gap between the aperture and the component lead is too large, и легко сварить. When the aperture is 0.05 - 0.2mm wider than the lead, прокладка диаметром 2 - 2.5 times the aperture, Это идеальное условие для сварки.
2) при проектировании паяльных плит для элементов SMD следует учитывать следующие моменты: для устранения, насколько это возможно, "теневого эффекта" сварные зажимы или зажимы SMD должны направляться в направлении потока олова, с тем чтобы облегчить контакт с потоком олова. уменьшить количество ложных и непроварных швов.
сварка гребней волны не применяется для сварки деталей с тонким расстоянием QFO, PLCC, BGA и SOP.
более мелкие детали не должны размещаться после более крупных деталей, чтобы более крупные части не мешали оловянному потоку контактировать с тарелками более мелких деталей, что приводит к утечке припоя.
управление плоскостью 2PCB
Wave soldering has high requirements on the flatness of the printed board. В общем, the warpage is required to be less than 0.5 мм, Если больше 0.5 мм, Его нужно прижать.. In particular, некоторые печатные платы толщиной около 1 мм.5mm, and the warpage requirements are even higher, Иначе невозможно гарантировать качество сварки.
надлежащее хранение печатных материалов и компонентов
максимально сократить время хранения. During soldering, пыль, grease, провод из медной фольги без окислов и элементов помогает сформировать приемлемую сварную точку. поэтому, printed boards and components should be stored in a dry and clean environment, срок хранения должен быть как можно короче . For printed boards that have been placed for a long time, поверхность обычно требует очистки, which can improve solderability, уменьшение ложной сварки и моста, удаление поверхностного окислительного слоя на поверхности с определенной степенью окисления.
производственный процесс: контроль качества выпускаемых материалов
в процессе сварки на гребне волны используются следующие технологические материалы: флюс и припой. были обсуждены следующие вопросы:
контроль качества флюса
Flux plays an important role in the control of welding quality. функции:
1) очистка от оксидов сварной поверхности;
(2) Prevent re-oxidation of solder and soldering surface during soldering;
3) снижение поверхностного натяжения припоя;
(4) Contribute to heat transfer to the welding area.
В настоящее время не существует чистого флюса для сварки на гребне волны. при выборе флюса необходимо:
(1) The melting point is lower than that of solder;
2) скорость смачивания и укладки быстрее, чем расплавленный припой;
(3) Viscosity and specific gravity are smaller than solder;
(4) хранение при комнатной температуре, контроль качества припоя
The tin-lead solder is continuously oxidized at high temperature (250°C), постоянно снижать содержание олова в оловянной припое, deviating from the eutectic point, приводить к плохой текучести, and quality problems such as continuous soldering, virtual soldering, insufficient solder joint strength, сорт. . The following methods can be used to solve this problem:
включение окислителя - восстановителя для восстановления после окисления SnO до Sn и сокращения образования Оловянного шлака.
2. Continuously remove scum.
3. перед каждой сваркой добавлять определенное количество олова.
использование припоя, содержащего антиокислительный фосфор.
5. Using nitrogen protection, чтобы азот изолировал припой от воздуха, instead of ordinary gas, во избежание шлака.
высота 3 пик
The height of the wave crest will change due to the passage of the soldering work time. в процессе сварки необходимо внести соответствующие поправки для обеспечения идеальной высоты пика сварки. глубина сварки 1/2-1/3 of the PCB thickness. allow. 3.4 Welding temperature
температура сварки является важным технологическим параметром, влияющим на качество сварки. при низкой температуре сварки степень расширения и увлажнения припоя изменяется, что приводит к неполному увлажнению концов паяльного диска или элемента, что приводит к недоразумению, резкости, мостовому стыку и другим дефектам; при высокой температуре вваривания ускоряется окисление диска, пятки элемента и припоя, и легко возникает ложная сварка. температура сварки должна быть установлена на уровне 250 + 5 градусов по Цельсию.