Пайка плат является очень важной частью обработки PCBA. Несмотря на то, что текущий процесс автоматической пайки (присадка на поверхность (SMT chip processing), присадка на волну (wave Soldeirng)) был очень распространенным, ручной пайки (Toucu up) до сих пор нельзя полностью избежать, особенно при ремонте (ремонте), его нельзя заменить автоматической сваркой.
Что такое сварка?
Проще говоря, пайка — это добавление металлического пайщика с более низкой температурой плавления, чем два металла между двумя металлами. Этот сосуд также должен взаимодействовать с двумя металлами, чтобы произвести химическую реакцию, и, наконец, сформировать интерфейс металла. Совместное соединение (IMC), которое сочетается друг с другом.
Зачем нам сварка?
Основная функция пайки заключается в соединении каждого отдельного электронного компонента для достижения цели передачи электронных сигналов друг другу. Во-вторых, чтобы зафиксировать электронный компонент на плате, в противном случае электронный компонент упадет, если он не движется, и он не будет работать.
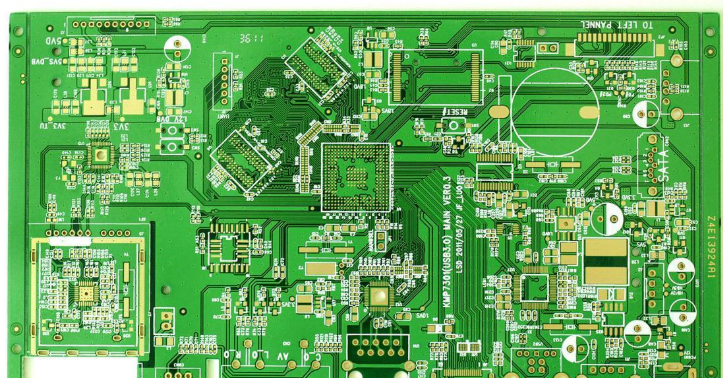
Изображение в верхней части статьи представляет собой поперечное сечение схемы. На картинке мы видим связь между пайкой, медной фольгой и булавками деталей. Комплектующие штырьки подсоединяются к штырькам из медной фольги посредством пайки, а штырьки из медной фольги подсоединяются к другим штырькам, образуя тем самым полную электронную цепь.

Ручной способ ручной сварки заключается в нагревании двух металлов одновременно "железом" и добавке припоя для его расплавления.. расплавленный припой просачивается в зазор между пяткой электронного элемента и паяльной медной фольгой на платы и покрывает их. обе стороны в конечном счете объединяют и укрепят обе стороны, а также будут выступать в качестве ретранслятора передачи сигналов связи.
Поэтому существуют три требования к пайщику:
▪Точка плавления должна быть низкой. Температура не должна быть слишком высокой, чтобы не найти материалы, которые могут быть обработаны, и температура не должна быть ниже, чем температура эксплуатации и хранения электронных продуктов.
▪Имейте определенную электронную проводимость. Проводник или полупроводник.
▪ имеет определенную прочность сварки, и имеет определенную устойчивость к ударам.
Исходя из вышеизложенных требований, в настоящее время PCBA обработки, как правило, использует "олово" в качестве базового сплава в качестве прижигателя, поэтому он называется "прижигатель ", в то время как булавки и платы электронных компонентов почти все из" медного "материала и электроплиты металлов, таких как никель, олово, и серебро являются наиболее сварные металлы на поверхности.
Использование сплава позволяет уменьшить температуру плавления пайки, а также удовлетворить потребности различных пайки. Например, добавление небольшого количества "серебра" позволит улучшить смачивание, укрепить прочность сустава пайдера и повысить устойчивость к усталости. Добавление небольшого количества "меди" в пасту паяльника может повысить прочность сустава паяльника, а небольшое количество меди может также уменьшить коррозию паяльника на наконечнике паяльника.
Принцип сварки
Принцип пайки здесь ни при чем. Речь идет об использовании "температуры" для плавления присадки и подключения электронных компонентов к контурной плате. Когда температура остывает ниже температуры плавления, пайщик затвердеет и соединяется.
Однако ручная пайка не может быть полностью нагрета, как рефловая печь SMT, поскольку люди не могут выдерживать такие высокие температуры, поэтому одноточечный источник тепла "электрический паяльник" предназначен для нагрева объекта, подлежащего пайке, и паяльника, что является эффективным в настоящее время. Проведение становится очень важным.
Ручная пайка использует тепло, получаемое электрическим паяльным утюгом, для быстрого нагрева деталей и медных фольги до температуры, превышающей температуру плавления паяльника, но не такой высокой, чтобы расплавить компоненты и плату, а затем поставить паяльную проволоку против нагреваемой зоны, При контакте с температурой, превышающей температуру плавления, оригинальная оловянная проволока, естественно, превращается в жидкость и равномерно протекает между и вокруг всего сустава и штифта. Когда паяльник удаляется, жидкий паяльник без источника тепла естественным образом охлаждается, когда температура ниже температуры плавления паяльника, он затвердеет для завершения паяльных работ.
Из приведенного выше описания следует несколько мер предосторожности, которые требуют особого внимания:
▪ Принцип нагрева электрического паяльника должен быть выполнен в кратчайшие сроки при наименьшей температуре для обеспечения наилучшего качества пайки. Это объясняется тем, что большинство электронных компонентов и плат в течение длительного времени не могут выдерживать чрезмерно высокие температуры, в противном случае они могут повредить электронные компоненты или привести к тому, что медная фольга сосковывается. Кроме того, длительное нагревание пайки также приведет к полному испарению потока в оловянной проволоке, что негативно скажется на качестве пайки.
▪ Теплоемкость паяльника должна быть достаточной. Тепловая энергия паяльника преобразуется из электроэнергии, поэтому его теплоемкость определяется мощностью электроэнергии. Чем больше мощность, тем выше теплоемкость и тем лучше термокомпенсационная способность. Когда головка паяльника опирается на первоначально охлажденные компоненты и медную фольгу, тепло начинает переливаться в нижнюю часть. Паяльник должен постоянно и стабильно обеспечивать достаточное количество тепла для удовлетворения потребностей в отоплении. Если мощность слишком мала, то температура нагрева нестабильна или недостаточна, что приводит к недостаткам ложной сварки и пустой сварки, которая не может быть сварена.
▪ Паяльные панели некоторых плат подсоединены к большой площади медной фольги, и нет никакого [теплосброса] разработан. Их скорость теплопоглощения еще более ужасна. В это время, помимо использования паяльника высокой мощности, вы также должны выбрать форму. Более крупный наконечник, например наконечник в форме ножа, увеличивает площадь контакта и повышает эффективность теплопередачи.
Что такое хороший эффект сварки?
▪ Все в порядке пайка позволяет пайку постепенно распространяться.
▪ Паяльник и поверхность паяльника, а также комплектующие штыри должны представлять естественную дугу.
▪ Внедрение принципа сварки PCBA и навыков ручной сварки плат PCBA.
Как правильно использовать электрический паяльник к электронным компонентам пайки вручную (пайка платы)?
▪ При пайке с насадкой паяльника рекомендуется использовать насадку паяльника для нагрева медной фольги на плате и булавок электронных компонентов в течение 1-2 секунд для нагрева до определенной температуры. Вы также можете кормить небольшое количество пайка одновременно. Наконечник паяльника может увеличить зону контакта между наконечником паяльника и подлежащим паянию объектом, с тем чтобы тепловая энергия могла более эффективно передаваться на медную фольгу и булавки электронных компонентов.
▪ Подождите, пока температура объекта, подлежащего пайке, не поднимется, прежде чем большое количество оловянной проволоки достигнет вершины паяльника, чтобы убедиться, что паяльник действительно мочится между медными фольгой и булавкой, которые должны быть пайки, и даже рарапшивает их вместе.
▪ не подавать все пайки к паяльному железу голову за Один раз, прежде чем температура медной фольги и булавки поднялась. Это приведет к избытку пайки в некоторых местах, где температура не поднялась, что будет легко привести к пайке. , ложная сварка и другие нежелательные явления.
▪ Если речь идет о крупном паяльном шарнире, то рекомендуется надлежащим образом переместить паяльный наконечник на другую сторону паяльного шарнира, с тем чтобы продолжить паяльную операцию для ускорения заполнения паяльной зоны, поскольку только естественный поток паяльника иногда не позволяет обеспечить небольшое распределение разрывов и суставов всего паяльного шарнира.
Внедрение принципа сварки(сварка) PCBA и навыков ручной сварки плат PCBA
▪ Когда кончик паяльника касается паяльных подушек на плате и штырьков компонентов печатной платы, убедитесь, что пайка будет завершена в кратчайшие сроки, а затем удалите источник тепла. Точка плавления безсвинцовой оловянной проволоки SAC305 составляет 217 градусов, в то время как температура общего паяльника упадет между 350~380 градусов. Высокая температура и длительное местное отопление в суставах пайдера могут легко повредить электронные компоненты и платы. Это не металлический материал. Терпеть не могу, но пластиковые части и клей терпеть не могут, и коэффициент теплового расширения (ктэ) материала должен быть рассмотрен.
▪ После пайки электрическим паяльным утюгом верхушка паяльного железа должна быть быстро удалена с места пайки. Если удаление происходит слишком медленно, то наконечник паяльника формируется. Это происходит потому, что жидкий паяльник будет перемещаться с высокой температурой паяльника наконечник. Когда наконечник паяльника покидает соединение пайщика на определенное расстояние, он оттягивается и образует наконечник проволоки. Быстро удалите наконечник паяльника, когда паяльник сломан, он может продвинуть паяльник наконечника к пружинному суставу, а остаточная температура паяльного сустава может поглотить отскочивающий паяльник, образуя прекрасную дугу.