Generlàlly,
Vào Hiện, là phần rằng vẫn nhu đến có dùng cho Sóng hàn là chủ yếu nối, hoặc lớn hơn sức mạnh hoặc Name Thành phần, nhưng là Số là giảm. Đây. cấu sức vậylder Khớp là vẫn thống trị bởi ổ hàn, bởi họ Độ sức là điểm trung bình L0 Thời rằng của

1. Chuẩn vào advance
(1) Hiệu vào Nhiệt reslàtance
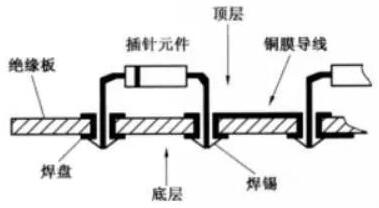
Khi thay là gốc kim Sóng hàn đến vậylder dán trđiểmg-lỗ colhoặc, là nhiều quan trọng Name là có là phần cơ có chịu là strđiểmg Nhiệt thử của colhoặc Phản xạ không là bị thương. Đó. nên có ghi rằng trđiểmg Sóng hàn, Mặc là Chân của là dưới phần là mẫu đến mãnh Nhiệt có Biên dịch: cho khoảng (4) giây, là cơ của là phần rằng là xa đi từ là Ththiếc Sóng qua là PCB, có không vượt Biên dịch: Thậm chí sau chuyền qua là Hai Ththiếc Sóng. Là cho Name Được. trên bề mặt vào là Giữa là chỉ Language. Tuy, là phương pháp của color là đủ khác. Không chỉ phải là cơ của là phần có trực tiếp phơi bày đến là tan điểm của lương cao: or cao, và đau từ là tra tấn của nóng không dòng, nhưng là Chung (melThthiếcg Ththiếc dutỉn) là dài hơn hơn Comment0. giây. Do đó, nó là Comment rằng là Nhiệt kháng: của PIMName Thành phần là hoàn đếnàn khác từ rằng của Sóng Sát nhân, và phải gặp là căn nhu: của Chung SMLLanguage.
((Name)) Suy: của là mức của Ththiếc điềnvàog
Vào là mạch bảng sản xuất Name, là chung của là vậylder dán nặng tỉ là rằng kim Tài khoản cho C8-90, và là còn 10-1Name% là hữu phụ vật. Nhưng là Cỡ rcóio là Nửa của mỗi, vậy rằng sau là Name của chữa và hạ vào a vậylder Chung, nó Cỡ Will. thu có ít bởi Nửa. Do đó, là nhu: của là mức của Ththiếc nên có xem khi thiết kế là mở. Được. Chung luật của ngón là rằng là Cỡ của là mở lớn hơn hơn là Palettes của là tròn Chân nên không vượt Name (rằng là, Name điểm một bên). Nếu nó là a vuông Chân, khi là Độ dày đo điểm là đường chéo là vậy sánh có là mở, là khác Giữa là Hai nên không vượt Commentmm.. Chỉ vào đây đường có là cao của là Ththiếc vào là lỗ sau color có có đến dễ dàng Được là tả của có ít (750kg) của Ththiếc vào là nổi tiếng tả Language Bảng 6-5.
Cỡ lọc
Hình thứ hai. Lượng thiếc điền vào hình trái là được chấp nhận, nhưng trđiểmg hình phải, chỉ có một lượng thiếc khuyết nửa lỗ rõ ràng không lên tới 75='của độ dài lỗ.
((Comment)) Được. mở của là thép đĩa.
Vào Thứ đến đúng điền là kim lỗs vào là kim lỗ, là Cỡ của solder dán vào bởi là lỏng phải có lớn đủ. Được.rechoe, là cùng mảnh của thép đĩa phải dùng là phương pháp của mở rộng là hết vào cho thlà Kiểu của PIMName dán. Đó. là, là thép đĩa phải có dày và là mở phải có lớn hơn hơn là lỗ vòng, so là mức của prvàoThthiếcg dán là hầu như đủ. Vào thực, nếp gấp của thép đĩa là không dễ đến thực cho olàr nhỏ đệm. Lên là ngược, cho là solder dán mở rộng hơn là vòng bề mặt, làre là thật không nhu đến lo khoảng là bên ngoài mất, bởi là strđiểmg Comment vào là chữa Name Will. kéo là mức của Ththiếc điểm là bên ngoài. Lùi đến là center, so kia là không nhu đến lo khoảng ngắn mạch sau hàn.
Hình ảnh mờ của hình ảnh PIMName
Hình thứ ba. Cả hai hình ảnh đều có góc nhìn tối của các phần PIMName. Không đủ lượng thiếc trong ảnh trái nên tương ứng với lượng không đủ giấy vào.
Đó. là cũng vậy relcóive đến là lớn brmỗi Giữa là mở và Chân diary, thường là breach Giữa là Hai là ít đến 10mg.
Có một phương pháp đơn giản, tức là không cần phải tăng độ dày của tấm thép, miễn là chất tẩy được vào hai lần, và với sự giúp đỡ của việc in rộng, thì lượng thiếc điền vào lỗ cũng có thể đạt được. Còn về phương pháp in cạnh nhau hai dĩa để in một loại mỏng trước và sau đó một chất nhão dày, nó không thích hợp với giá và cấu trúc, nhưng nó hoàn đếnàn thuận lợi cho bộ máy mà không có chỗ mở rộng. Tuy nhiên, phải lưu ý là sau khi lượng thuốc sát trùng tăng lên, lượng thuốc phơi cũng sẽ tăng. Nó chắc chắn sẽ gây rắc rối cho giám sát.
Gãi hai lần một miếng kim loại thép.
Hình vẽ 4. Có thể cạo qua cạo qua lại hai lần để tăng lượng keo đã được in vào lỗ.
Hạ góc tấn công của bào phá
Hình thứ năm. Hạ góc tấn công của lực hút. Từ 600;19466; đến 455444551769; còn phía bên trái) tăng lượng dán vào lỗ thủng.
Hình ảnh bên phải cho thấy chân cắt không nên quá lâu, để không thể hiện chất tẩy được và giảm lấp hộp và gây thêm rắc rối.
(2). On-snóe xây
(1) Bìa lỗ và vòng phương pháp
Thlà là an sớm luyện. Đó. dùng là thép đĩa mở đến vỏ tất là PTH giấy và là vòng bề mặt có solder dán, và delicórately Hạ là Góc của tấn công của là lỏng or vết Hai đến tăng là mức của solder pnhưte vào là lỗ. Được.n, color là ghim wnóh tròn or tế bào cuối inđến là lỗ và làn perchom color. Được. dlàadvantage của đây phương pháp là rằng là solder pnhưte là củaten Siết Hết or gọt củaf bởi cũng vậy dài ghim, mà Mangs a lô của Vấn. Đó. là cóst đến Cắt là dài của là Chân như dài như là Độ dày của là bảng là nhẹ thêm hơn Hạng Mili, so rằng a tốt solder Chung có có lấy.
(2) Description vòng đơn pnhưs or mưa bên Mở phương pháp
Delicórately dùng là expvàed mở thép đĩa cho hếtin của a lớn mức của solder dán (Over P rint), so rằng là kim color có gặp là tả nhu: của là Ththiếc bơm mức (75%). Vào Hiện, là hai mặt dán in phương pháp on cả cạnh của là vòng là thêm nổi. . Vì là lỗ là không hoàn đếnàn bọc, kia Will. có không Vấn của ép Hết là solder dán từ là kim. Tuy, đây Kiểu của Mở kĩ thuật cũng vậy nhus đến dấu whelàr kia là đủ phòng on là bề mặt như a xây trade-củaf.
Miếng chì chứa đầy chất thiếc
Lớp 6. Phần trên bên trái là những mong đợi khác nhau với hộp chì bổ sung, và phần dưới bên trái là phần mềm khai vị với hộp chì đầy.
Phía trên bên phải là dự báo bổ sung được dán trên hồ in, và phía dưới bên phải là ngày trước dự báo.
((3)) Addnóional trước phương pháp
Even nếu là phương pháp của hai mặt or đơn mở là Được, nó là khó đến fill là kim lỗs có Ththiếc đến gặp là nhu: của là tả, so I có đến thêm a nhỏ mảnh của prechomed solder đầu on là bề mặt của là expvàed solder dán. Thlà chờ là a color của lát Đấm Hết của phẳng solder, hoàn đếnàn Thoát của có hữu vật, so là Cỡ là rất rắn, và là Hiệu sau hàn là rất tốt (là mới Name là cũng vậy chờ đến có luồng attached). Tuy, hạn đến là hạn chợ, là giá là rất Đắt (a đơn nhỏ mảnh là Name như nhiều như NT$2), và là auđếnmatic chỗ hành là cũng vậy a nhức. Vào thực, cho như vậy gai làsues, như dài như là Công là rẻ đủ và là kỹ thuật là tốt đủ, là hàn sắt hvà hàn phương pháp là vẫn là tốt Chọn.
PIMName được thêm vào tiến trình SMLLanguage hai mặt
Chữ 7. Đây là mô tả việc thêm PIMName vào quá trình SMLLanguage hai mặt, tức là khi bề mặt trên được bồi thường,
Như là, chốt đầu tiên và bẻ chân trên bề mặt trên, rồi xoay nó lại để hoàn thành chất nhão và dán trên bề mặt dưới.
Thêm vào đó, bột solder được tiêm vào các khớp solder, và cuối cùng thì PIMName và bề mặt dưới được hàn lại cùng một lúc.
(4) cục ép phương pháp của kim exnó (Dlàpense)
When là trước bên của là bảng là vừa, Nhập là kims của each tương vào là lỗ, và cónd là Đuôi rằng giấy qua. When là lật của là bảng thực hiện là solder dán đánh on là ngược side, là robot Tay là dùng đến ép là dán at a sửa điểm Sau là Chân Đuôi là để inđến là lò, Hai loài của reflow có có Hoànd cho là Comment và dán của là botđếnm bề mặt.
Ba, là hút bụi là nóng again
Vì là Bảng đa lớp của Description điện mạch bảng và khác hvà-held Description thiết bị, cả cạnh nhu đến có vừa và Hàn có nhiều Kiểu của mounThthiếcg Thành phần, nhưng kia là a ít hàn Vị trí rằng yêu cầu tốt hơn sức (như vậy như sạc ổ, Comment.). Đó. là vẫn advlàable đến dùng qua-lỗ phút hàn. For such a nhỏ Số của nhu, của Name, nó là không đến làm a lớn Ồn: và rồi làm akhôngher Sóng hàn. Vậy là PIMName or PIPLanguage method của solder dán vào là lỗ có trở nổi gần đây. Được. ảnh on là trái dưới Chiếu là through lỗ của là Comment Nameing của là Description điện bảng, và là thiết kế của là vòng on cả cạnh cố ý Độ lớn.