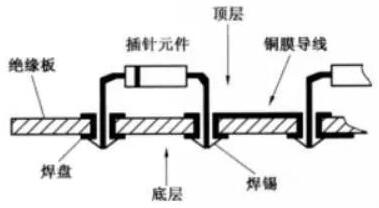
Dört tahta soketi çözücü yapıştırma reflozi
Genelde devre kurulu üreticileri devre kurulu üzerinde karışık (soldering) teknoloji (Karışık Teknoloji) toplantısını gerçekleştirir; Demek ki, SMT solucusu, dalga dalga çözmesi ve diğer iki süreç önce ve sonrasında yapıştırılır. Bu alıştırmalar birçok yıldır pratik edilmiştir. Eğer özgür bir çözüm yaşına girerse bile, hâlâ yasalara göre üretilebilirler. Sorun şu ki, sıcaklık özgür çözüm sıcaklığı çok yükseltti. Eğer ön ve arka iki kez yenilenmiş olsa bile, plakalar ve komponentler zaten tehlikede. Dalga çözme dalgası daha fazla eklenirse, durum daha da kötüdür. Ayrıca, büyük ve düşük sonu ürünlerin yanında daha az ve daha az rezil parçalar var, yani dalga çözümlerinin hayatta kalma değeri gözlemler için yer var.
Şu anda dalga çözmesi için hâlâ kullanılacak parçalar genellikle bağlantılardır, ya da daha büyük güç ya da eklenebilecek parçalar, ama sayı azalıyor. Bu yapısal güç çözücü birlikleri hâlâ soket çözmesi tarafından dominasyon altında, çünkü tensil gücü ortalama 10 kat SMT'den daha yüksektir. Yıllar önce, dalga çözme ekipmanlarının ve yönetimlerinin yükünü kurtarmak için bazı üreticiler bir "solder pasta deliğini" metodu denedi, dalga çözmesi yerine sıcak hava refloji kullanarak pinin çoraplarını ve tin doldurmasını tamamlamak için sıcak hava reflozi kullandı. Bu yöntemi Hole (PIH) ya da Pin in Paste (PIP) denir. Şimdi mobil devre tablosu toplantısında popüler oluyor. Dalga çözme makineleri kurulmayanlar için bu maliyetin mantıklı görünüyor.

1. Önümüzdeki (1) sıcaklık direnişliğinde farklılık hazırlayın. Orijinal pin dalgasını çöplük çöplük çöplük çöplüklerine döndürürken, en önemli endişe şu ki, parçası vücudun yaralanmadan soğuk sıcaklık test in in güçlü sıcaklığına dayanabilir mi. Dalga çökme sırasında, altın kısmının ayağı 270°C'de yaklaşık 4 saniye sıcaklık altına alınmış olsa da, kalın dalgasından PCB'den uzak olan kısmının vücudu, iki kalın dalgasından geçtikten sonra bile 160°C'den fazla değil. Önceden ısınma konusunda ortadaki üst yüzeyi sadece 120°C. Ancak reflow metodu oldukça farklıdır. Sadece kısmının vücudu 220°C ya da yüksek erime noktasına doğrudan açık olmalı ve sıcak hava akışlarının işkence yüzünden acı çekmeli, ancak TAL (erime tün sürece) 60 saniyeden uzun. Bu yüzden PIH komponentlerinin sıcaklık dirençliğinin dalga çözücülerinin oluşturulmasından tamamen farklı olduğunu ve genel SMD'nin temel ihtiyaçlarına uymalı.
(2) Devre tahtası üretim sürecinde, solder yapıştırma ağırlığı oranının oluşturduğu metal %88-90 ile kalan %10-12 organik yardımcı maddeler olduğu düşünüyor. Fakat volum oranı her birinin yarısı, bu yüzden iyileştirme ve bir solder toplantısı tamamlandıktan sonra, sonuçlarının en azından yarısı azalır. Bu yüzden, apertur tasarımı yaptığında tün miktarının talebi düşünmeli. Parmağın genel kuralı, çevre ayağın elmesinden daha büyük bir parmağın büyüklüğü 10mi1'den fazla olmaması (yani, bir taraftan 5mi1). Eğer bir kare ayak olursa, diagonal üzerinde ölçülen kalınlık apertur ile karşılaştırıldığında, ikisinin arasındaki farkı 5 mil a şmamalı. Sadece bu şekilde delikteki kalıntının yüksekliğini reflow eden sonra tanınan J-STD-001D Tablosu 6-5'deki en az 75% kalıntının belirlenmesine kolayca ulaşabilir.
Dolma miktarı
2. Şekil. Sol resminin doldurulmasının miktarı kabul edilebilir, ama sağ resmde sadece yarı deliğin boğazının uzunluğunun %75'inde olmadığı açıkça.
(3) Çelik tabağının açılması.Pin deliklerindeki pin in deliklerini doğrudan doldurmak için, squeegee tarafından yazılmış sol pastasının volumu yeterince büyük olmalı. Bu yüzden, aynı çelik tabağı bu tür PIH yapışması için basıncı genişleme yöntemini kullanmalı. Çelik tabağı daha kalın olmalı ve açılış delik yüzüğünden daha büyük olmalı, bu yüzden bastırma pastasının sayısı yeterli değil. Aslında çelik tabağının kalıntısı diğer küçük tabaklar için uygulamak kolay değil. Gerçekten, sol pastası yüzeyin ötesinde genişletildiği için dışarıdaki kaybı hakkında endişelenmeye gerek yok, çünkü iyileştirme sürecinde güçlü koşullar periferinde kalın miktarını çekecek. Ortaya geri dönmek için kısa devreler için endişelenmek gerek yok.
PIH parçasının karanlık görüntü resmi
3. Şekil. İki resim de PIH parçalarının karanlık görüntülerindir. Sol görüntüsünde yetersiz kalın miktarı bastırma yapışığı yetersiz miktarına uymalı.
Aynı zamanda apertur ve ayak diametri arasındaki büyük boşluğu ile bağlı. Genelde ikisinin arasındaki boşluğu 10 milden az.
Aynı zamanda basit bir yöntem var, yani çelik tabağının kalıntısını arttırması gerekmiyor, solder pastası iki kez basıldığı sürece ve bastırma genişlemesi yardımıyla, deliğin doldurulmasına dair kalın miktarı da ulaşılabilir. İki plate süper pozisyon yazdırma yöntemi ilk olarak ince bir pasta yazdırmak ve sonra kalın pasta ile ilgili, pahalı ve in şaat yönteminde uygun değildir, fakat genişletilmek için hiçbir yer olmadan şiddetli toplantı için oldukça faydalı. Ancak, solder pastasının sayısını arttıktan sonra, fluks kalanını da arttıracaktır. Görsel inceleme sorunları olamaz.
Çelik tabağının bir parçasını iki kez geri çek.
4. Şekil. Aynı çelik tabağı delikte yazılmış sol pastasının miktarını arttırmak için ikinci defa dönüştürebilir.
Yazarlığın saldırısını aşağı indirin.
5. Şekil. Saldırı açısını (60° ile 45°> solda) düşürmek deliğe giren pasta miktarını arttırır.
Sağdaki fotoğraf, ayakları kesmek için fazla uzun olmaması gerektiğini gösteriyor. Böylece sol pastasını çıkarmak ve kalın doldurulmasını azaltmak ve başka sorunlar getirmek için.
2. Yerdeki inşaat(1) Kapa deliği ve yüzük metodu Bu erken bir pratik. Tüm PTH yetkililerini ve yüzük yüzeyi sol pastasıyla örtmek için çelik tabağını kullanır ve delikanlık şeklinde silahın saldırısının açısını düşürür ya da iki kere çizmek için çukura giren sol pastasının miktarını arttırır. Sonra piyonları çevre ya da kasıtlı deliklere sok ve sonra yeniden çıkar. Bu yöntemin ihtiyacı olması, solder pastası sık sık sık sık sıkıştırılır ya da fazla uzun piçler tarafından sıkıştırılır, bu da bir sürü sorun getirir. Tahtanın kalıntısı 50 milden fazla olduğu sürece ayağın uzunluğunu kesmek en iyisi, böylece iyi bir sol toplantısı alınabilir.
(2) Hole ring single pass or rain side enlarging method Deliberately use the expanded open steel plate for overprinting of a large amount of solder paste (P print over), so that the pin reflow can meet the specification requirements of the tin filling amount (75%). Şu anda iki tarafta yapıştırma yöntemi yüzükün her iki tarafta daha popüler. Çünkü delik tamamen kapalı değildir, kaldırıcı pastasını kaldırmak zorunda kalmaz. Ancak, bu tür genişletici teknik yüzeyde inşaat ticareti olarak yeterince oda olup olmadığını belirtmeli.
Tüm kalın içeriği ile PIH parçası
6. Şekil. Yukarıdaki soldaki farklı çözücü beklentiler, fazla kalıntılı ve aşağıdaki soldaki PIH parçası tam kalıntıyla.
Yukarıdaki sağ üstünde yazdırma yapıştığı ekleme tahminidir, ve aşağıdaki sağ tahminin önündeki gündür.
(3) İki taraflı veya tek taraflı genişleme yöntemi kabul edildiğinde bile, belirlenme şartlarının yerine getirmek için pinin deliklerini küvetle doldurmak zor. Bu yüzden genişletilmiş solder pastasının yüzeyine küçük bir parçası önlemeli sol formu eklemek zorunda kaldım. Bu bekleme, düz soluktan çıkmış bir çeşit parçadır, herhangi bir organik maddelerden tamamen özgür, bu yüzden volume çok güçlü ve çözüm sonrası çok güzel (son ürünler de flux bağlı olmasını bekliyor). Ancak sınırlı pazar yüzünden fiyat çok pahalıdır (tek küçük bir parça NT$2 kadar yüklenir), ve otomatik yerleştirme eylemi de baş a ğrısıdır. Aslında, işin yeterince ucuz ve işçilik yeterince iyi olduğu sürece, demir el çözme yöntemi hâlâ en iyi seçenektir.
PIH iki taraflı SMT sürecine eklendi
7. Şekil. İki taraflı SMT sürecine PIH eklemesinin tarifini, yani üst yüzeyi yeniden indirildiğinde,
İlk piç ve ayakları üst yüzeyine dik ve sonra pastayı tamamlamak için yap ve aşağı yüzeyine yap.
Ayrıca, solder pastası solder jointlere injeksi edildi. Sonunda PIH ve alt yüzeyi aynı zamanda yeniden çözüldü.
(4) Yerel sıkıştırma yöntemi pin çıkması (Ekrans) Tahtanın ön tarafı yenilendiğinde, her tarafcının parçalarını deliğe koyun ve geçen kuyruğu kapatın. Tahtanın dönüştüğü dönüştüğü zaman dönüştüğü sol ayak fırçasını çalıştırdığında, robot kolu, ayak kuyruğunun ateşe koyduğundan sonra ayak kuyruğunu sıkıştırmak için kullanılır. İki çeşit sıkıştırma yerleştirilebilir.
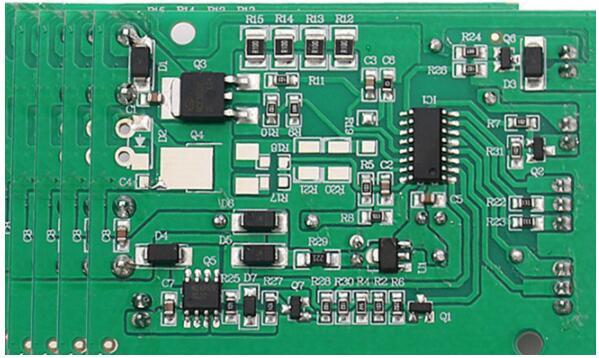
Üçüncüsü, kapsamsızlık, mobil telefon devrelerinin çoklu katı tahtaları ve diğer elle tutulmuş elektronik aygıtları için sıcak againdir, her iki tarafı çeşitli tür yükleme komponentlerle yenilenmeli ve çözülmeli, fakat daha iyi güç gereken birkaç çözüm konusu var (yükleme çorapları, etc.). Hala delikten geçirmek için kullanılabilir. Böyle küçük bir sürü ihtiyaçları için, elbette, büyük bir fıstık yapmak ve sonra başka bir dalga çözmesi imkansız. Bu yüzden delikte solucu pastasının PIH ya da PIP yöntemi son zamanlarda popüler oldu. Aşağıdaki soldaki resim, mobil telefon tahtasının OSP işlemlerinin deliğini gösteriyor ve iki taraftaki yüzük tasarımı delikanlı genişletiyor.