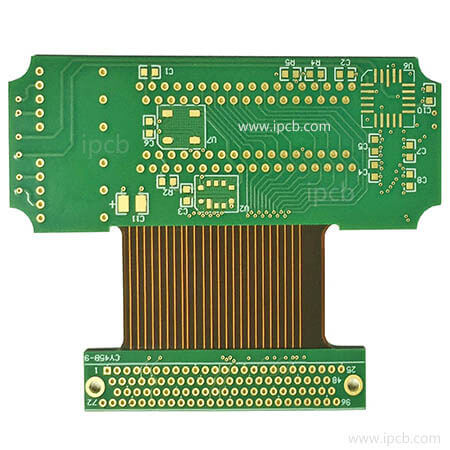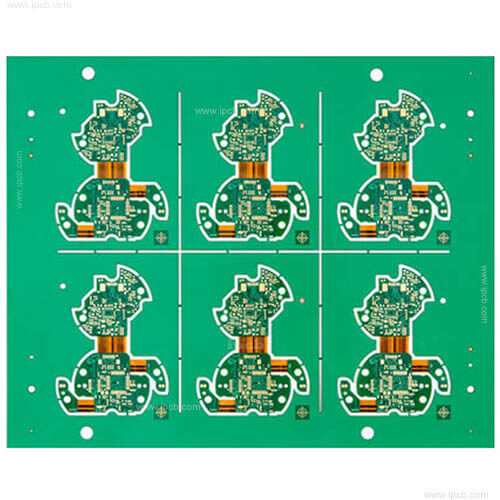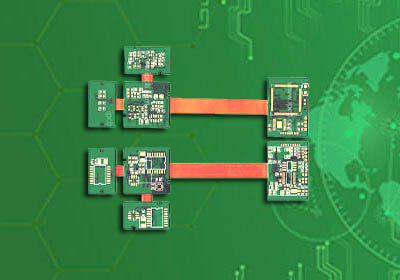

Mẫu số: 6Layers Rigid Flex PCB
Vật chất: FR-4+PI
Lớp: 2+2+2
Màu: xanh lá cây/trắng
Độ dày thành phẩm: 1.0mm
Độ dày đồng: 1OZ
Xử lý bề mặt: ENIG 2U "
Chiều rộng/khoảng cách tối thiểu: 0,15/0,15mm
ứng dụng: Y tế Rigid Flex PCB
Vật liệu bảo vệ cho mô hình lớp ngoài PCB linh hoạt cứng nhắc, được gọi là mặt nạ hàn, thường có ba loại để lựa chọn. Đầu tiên là màng phủ truyền thống (Coverlay), là lớp trực tiếp của vật liệu polyimide và chất kết dính. Nó được ép với bảng mạch cần được bảo vệ sau khi khắc. Bộ phim phủ này cần được tạo hình trước khi ép để lộ phần được hàn, do đó không thể đáp ứng các yêu cầu lắp ráp tốt hơn. Loại thứ hai là loại phát triển cảm quang bao gồm màng khô, sau khi ép bằng máy ép, bằng phương pháp phát triển cảm quang làm rò rỉ một phần hàn, giải quyết vấn đề lắp ráp tinh tế. Thứ ba là vật liệu phủ màn hình dạng lỏng, thường sử dụng vật liệu polyimide nhiệt rắn, chẳng hạn như PSR-4000 năng lượng mặt trời và mực hàn kháng đặc biệt cho bảng mạch linh hoạt loại phát triển nhạy sáng, có thể đáp ứng tốt hơn khoảng cách tốt, yêu cầu lắp ráp mật độ cao của bảng linh hoạt.
Quy trình sản xuất PCB cứng nhắc và kiểm soát các bộ phận chính
Rigid Flex PCB được phát triển trên cơ sở bảng mạch PCB linh hoạt và bảng mạch PCB cứng nhiều lớp mật độ cao. Trong quá trình sản xuất, nó có nhiều điểm tương đồng với bảng PCB cứng nhắc. Tuy nhiên, do tính đặc thù của vật liệu PCB cứng nhắc linh hoạt và cấu trúc và ứng dụng của nó, nó quyết định rằng nó khác với bảng PCB cứng nhắc thông thường và bảng PCB linh hoạt từ yêu cầu thiết kế đến quy trình sản xuất. Hầu như mọi liên kết sản xuất phải được kiểm tra và điều chỉnh để tối ưu hóa toàn bộ quy trình. Process và Parameters.
Rigid Flex Quy trình sản xuất PCB
Chuyển mô hình Cứng Flex PCB lớp bên trong Monochip
Truyền đồ họa chiếm một vị trí rất quan trọng trong mật độ cao, bảng mạch in tốt, đặc biệt là trong các mạch linh hoạt. Do mảnh đơn linh hoạt mỏng và mềm, gây khó khăn lớn cho các hoạt động như xử lý bề mặt, trạng thái sạch sẽ và độ nhám của bề mặt lá đồng ảnh hưởng trực tiếp đến độ bám dính của màng khô chống ăn mòn và tạo nếp nhăn. Do nhu cầu cao của lau cơ học đối với thiết bị, áp suất không phù hợp có thể gây biến dạng bề mặt, uốn cong, mở rộng kích thước, v.v., hoạt động không dễ kiểm soát, vì vậy chúng tôi có thể chọn sử dụng phương pháp làm sạch điện phân. Phương pháp này không chỉ có thể đảm bảo độ sạch bề mặt, mà còn có thể sử dụng phương pháp khắc vi mô để đảm bảo độ nhám của bề mặt đồng, có lợi cho việc sản xuất các mẫu đường có chiều rộng/khoảng cách từ 0,1mm~0,15mm. Trong khắc axit, ngoài việc kiểm soát tốc độ khắc để đảm bảo chiều rộng đường và khoảng cách cần thiết cho thiết kế, cần phải ngăn chặn các chip riêng lẻ bị xoăn và nhăn. Tốt nhất là thêm một tấm hướng dẫn phụ và tắt hệ thống thông gió trên thiết bị.
Định vị nhiều lớp vật liệu linh hoạt
Chất nền linh hoạt có độ ổn định kích thước kém. Điều này là do vật liệu polyimide có khả năng hút ẩm cao. Sau khi xử lý ướt hoặc trong môi trường nhiệt độ và độ ẩm khác nhau, chúng có thể co lại đáng kể và biến dạng, tạo thành PCB nhiều lớp. Đối vị khó khăn. Để khắc phục khó khăn này, các biện pháp sau đây có thể được thực hiện: Trong thiết kế, thiết kế của các mẫu căn chỉnh và các điểm dập mục tiêu nên được xem xét để đảm bảo tính chính xác trong việc dập lỗ căn chỉnh hoặc lỗ đinh tán, thay vì gây ra lỗi khi xếp chồng các tấm. Sự sai lệch giữa các bản vẽ giữa các lớp có thể dẫn đến việc hoàn thảo.
Lỗ định vị sau khi đục lỗ OPE có thể loại bỏ các lỗi gây ra bởi sự giãn nở và co lại của vật liệu trong quá trình xử lý ướt.
Sau khi PCB cán, khoan tia X được sử dụng để xác định bù đắp, làm cho khoan chính xác hơn. Dựa trên các đặc tính vật liệu và đặc tính môi trường của polyimide, màng ngoài được vẽ bằng tham chiếu đến độ lệch khoan để cải thiện sự chồng chéo của màng ngoài với tấm khoan. Bằng cách này, chúng tôi có thể đáp ứng các yêu cầu đăng ký giữa các lớp với chiều rộng vòng 0,1mm~0,15mm và đảm bảo độ chính xác của truyền đồ họa lớp ngoài.
Cứng nhắc linh hoạt PCB cán
Ngay cả khi sử dụng lỗ định vị đục lỗ OPE, việc xử lý chip đơn trước khi cán sẽ có tác động lớn đến sự liên kết giữa các lớp. Thứ nhất, vì vật liệu polyimide không chịu được kiềm mạnh, nó sẽ mở rộng trong dung dịch kiềm mạnh. Do đó, trong quá trình làm đen, nâu, quá trình kiềm mạnh như tẩy nhờn, đen, nâu nên được giảm đúng cách. Nhiệt độ, giảm thời gian. Vì các chất nền không có lớp dính được sử dụng và những thay đổi trong lớp dính trong dung dịch kiềm không cần phải xem xét, phương pháp này vẫn khả thi. Thứ hai, nướng nguyên miếng sau khi xử lý oxy hóa nên tránh vị trí thẳng đứng và nên được nướng theo chiều ngang để giảm biến dạng uốn và giữ càng phẳng càng tốt. Sau khi nướng, thời gian tạo hình càng ngắn càng tốt để ngăn chặn một mảnh duy nhất hấp thụ độ ẩm một lần nữa.
Bởi vì các tấm đơn linh hoạt dễ bị biến dạng và độ phẳng kém trước khi cán, tính lưu động của nhựa của các tấm liên kết được sử dụng thấp hơn nhiều so với các vật liệu pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre-pre Vì vậy, để làm cho một sự kết hợp tốt của các tấm dính và một mảnh được nhúng trong khoảng cách dòng tốt, chúng tôi đã chọn sử dụng vật liệu có hình dạng bao phủ tốt hơn làm vật liệu đệm nhiều lớp, chẳng hạn như màng polypropylene, teflon (PTFE), tấm cao su silicone, v.v., có thể cải thiện tính cán của tấm linh hoạt. Chất lượng Sau khi thử nghiệm, người ta tin rằng vật liệu đệm lý tưởng là vật liệu cao su silicone, có thể đảm bảo tính định hình của nó, tương đối giảm biến dạng co của phần bị nén.
Đối với phần cứng PCB, cần chú ý đến ba khía cạnh sau trong quá trình ép:
A. Cho dù đó là cán chất nền PCB hay cán pre-nhúng tinh khiết, hướng kinh độ và vĩ độ của vải thủy tinh phải phù hợp và ứng suất nhiệt nên được loại bỏ trong quá trình cán để giảm cong vênh.
B. Bảng cứng PCB nên có độ dày nhất định, vì phần linh hoạt rất mỏng và không có vải thủy tinh. Sau khi bị ảnh hưởng bởi môi trường và sốc nhiệt, nó thay đổi khác với các bộ phận cứng. Nếu các thành phần cứng không có độ dày hoặc độ cứng nhất định, sự khác biệt này có thể rất rõ ràng và sẽ bị cong vênh nghiêm trọng trong quá trình sử dụng, ảnh hưởng đến hàn và sử dụng. Sự khác biệt này có thể xuất hiện không đáng kể nếu các thành phần cứng có độ dày hoặc độ cứng nhất định. Độ phẳng sẽ không thay đổi với sự thay đổi của các thành phần linh hoạt và có thể đảm bảo hàn và sử dụng. Nếu phần cứng quá dày, nó có vẻ nặng nề và không kinh tế. Thử nghiệm đã chứng minh rằng độ dày 0,8~1,0mm là thích hợp hơn.
C. Đối với việc xử lý cửa sổ linh hoạt, thường có phương pháp phay đầu tiên và phay sau để xử lý, nhưng cần phải xử lý linh hoạt theo cấu trúc và độ dày của PCB linh hoạt cứng nhắc. Nếu cửa sổ linh hoạt được phay đầu tiên để đảm bảo độ chính xác của phay, cả hàn và lệch không nên bị ảnh hưởng nhiều. Dữ liệu phay có thể được tạo ra bởi kỹ thuật và cửa sổ linh hoạt có thể được phay trước. Nếu bạn không mài cửa sổ linh hoạt trước và sau đó sử dụng cắt laser để loại bỏ chất thải từ cửa sổ linh hoạt sau khi hoàn thành tất cả các quy trình trước đó và cuối cùng hình thành, bạn nên chú ý đến độ sâu của FR4 mà laser có thể cắt.
Các thông số ép có thể được tối ưu hóa toàn diện bằng cách tham khảo các thông số ép của chất nền linh hoạt và bảng PCB cứng nhắc.
Cứng nhắc linh hoạt PCB khoan
Cấu trúc PCB cứng và linh hoạt rất phức tạp, vì vậy điều quan trọng là phải xác định các thông số quá trình khoan tốt nhất để có được bức tường lỗ tốt. Để ngăn chặn hiện tượng đầu đinh của vòng đồng bên trong và chất nền linh hoạt, trước tiên phải chọn một mũi khoan sắc nét. Nếu số lượng lớn các tấm in được xử lý hoặc số lượng lỗ lớn trên tấm gia công, bit phải được thay thế kịp thời sau khi khoan một số lỗ nhất định. Tốc độ và lượng thức ăn của bit là các thông số quá trình quan trọng nhất. Khi thức ăn quá chậm, nhiệt độ có thể tăng mạnh và tạo ra rất nhiều bụi bẩn khoan. Nếu tốc độ cho ăn quá nhanh, nó rất dễ dàng để phá vỡ bit, tấm dính và rách lớp môi trường và hiện tượng đầu đinh.
Thứ hai, giàn khoan nên được chọn và tối ưu hóa các thông số khoan theo độ dày tấm và đường kính khoan tối thiểu. Hiện nay, có các giàn khoan trong ngành có thể đạt 200.000 vòng quay mỗi phút. Đối với các lỗ nhỏ, tốc độ càng cao, chất lượng khoan càng tốt. Trong khi đó, việc lựa chọn tấm che và tấm lưng cũng rất quan trọng. Tấm che và tấm lưng tốt không chỉ bảo vệ bề mặt tấm mà còn đóng vai trò tản nhiệt tốt. Điều quan trọng cần lưu ý là tấm lưng được sử dụng tốt nhất với tấm nhôm hoặc ván ép epoxy. Không sử dụng tấm nền giấy vì chúng mềm và dễ bị thủng lỗ nghiêm trọng. Thật dễ dàng để xé hoặc trầy xước lỗ khi khoan đi trước burr, điều này có thể gây rắc rối cho quá trình tiếp theo và ảnh hưởng đến chất lượng của PCB cứng và linh hoạt.
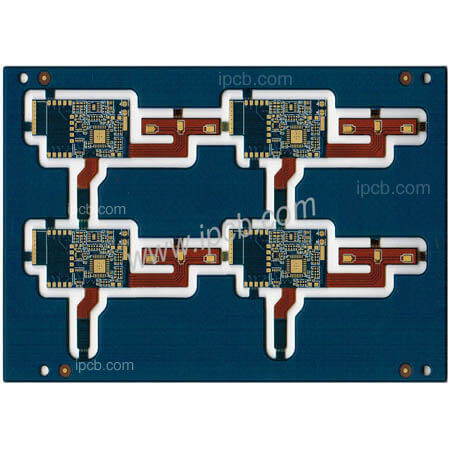
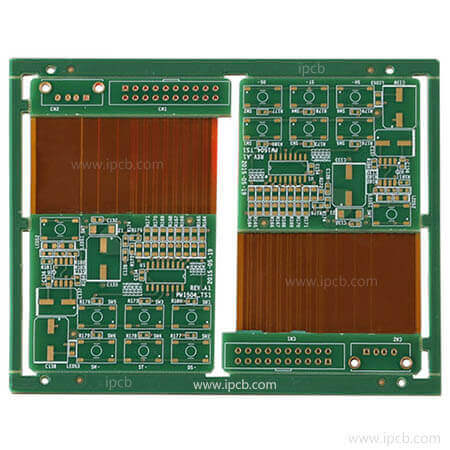
Mẫu số: 6Layers Rigid Flex PCB
Vật chất: FR-4+PI
Lớp: 2+2+2
Màu: xanh lá cây/trắng
Độ dày thành phẩm: 1.0mm
Độ dày đồng: 1OZ
Xử lý bề mặt: ENIG 2U "
Chiều rộng/khoảng cách tối thiểu: 0,15/0,15mm
ứng dụng: Y tế Rigid Flex PCB
Với các vấn đề kỹ thuật PCB, Đội hỗ trợ thông thạo IPCB tới đây để giúp đỡ bạn trong mỗi bước. Bạn cũng có thể yêu cầu PCB Đoạn ở đây. Hãy liên lạc e-mail. sales@ipcb.com
Chúng tôi sẽ trả lời rất nhanh.